







14 Years Manufacturer Welded steel pipe to Kuwait Manufacturers Detail:
Product detail pictures:
Related Product Guide:
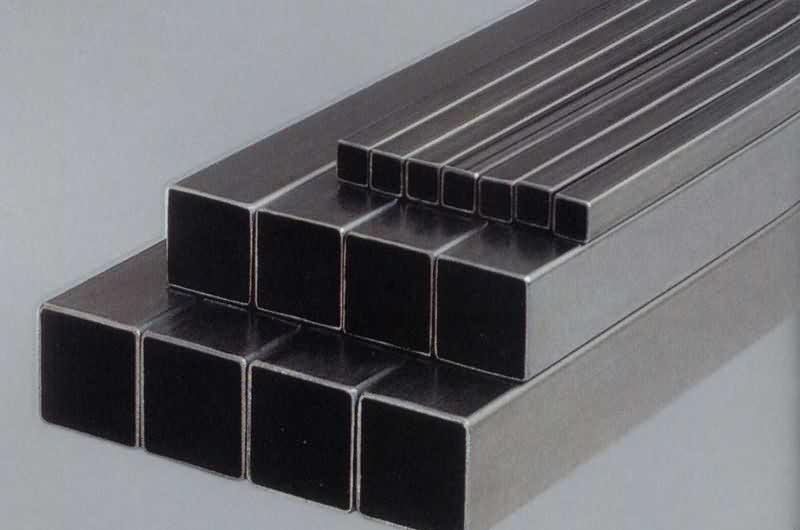
What is the difference between Pipe and Tube?
Buying Stainless Steel Coils
We always get the job done being a tangible workforce making sure that we can easily give you the very best quality as well as finest selling price for 14 Years Manufacturer Welded steel pipe to Kuwait Manufacturers, The product will supply to all over the world, such as: Adelaide , Danish , Toronto , Insisting on the high quality generation line management and customers expert assistance, we now have designed our resolution to offer our buyers using the to start with amount getting and just after services practical experience. Maintaining the prevailing friendly relations with our buyers, we however innovate our solution lists all of the time to satisfy the brand new demands and adhere to the most up-to-date development of the market in Malta. We are ready to face the worries and make the improve to understand all the possibilities in international trade.
The company attaches great importance to the quality of products, invests heavily in the introduction of advanced equipment and professionals, and goes all out to meet the needs of customers at home and abroad.
The content can be roughly divided into: chemical composition, yield strength, tensile strength, impact property, etc
At the same time, the company can also carry out on-line flaw detection and annealing and other heat treatment processes according to customer needs.
https://www.ytdrintl.com/
E-mail :sales@ytdrgg.com
Tianjin YuantaiDerun Steel Tube Manufacturing Group Co., Ltd. is a steel pipe factory certified by EN/ASTM/ JIS specializing in the production and export of all kinds of square rectangular pipe, galvanized pipe, ERW welded pipe, spiral pipe, submerged arc welded pipe, straight seam pipe, seamless pipe, color coated steel coil, galvanized steel coil and other steel products.With convenient transportation, it is 190 kilometers away from Beijing Capital International Airport and 80 kilometers away from Tianjin Xingang.
Whatsapp:+8613682051821
Send your message to us:
-

15 Years Factory wholesale Spiral welded steel pipe for Lebanon Manufacturer
-
Factory directly supply Spiral welded steel pipe Supply to Honduras
-

Discountable price API 5L SMLS line pipe X42-X70 for Sierra Leone Manufacturers
-

Best quality and factory Galvanized tube for Detroit Manufacturers
-

factory customized Stainless Coil Wholesale to Greece
-
Hot sale good quality Hollow section square pipe to venezuela Manufacturers

























