






In the high-stakes world of steel manufacturing, a pipe is only as good as its weakest point. Whether it’s a long-distance hydrogen pipeline or the structural skeleton of a skyscraper, the integrity of that steel is non-negotiable. This is where Non-Destructive Testing (NDT) moves from a “check-box” requirement to a critical safeguard.
By using NDT, we can peer into the crystalline structure of the steel and the heart of a weld without ever damaging the product. It’s about finding the “invisible” before it becomes a “disaster.”

Why NDT is the Industry’s Silent Guardian
We don’t just use NDT to satisfy inspectors; we use it to protect the project’s bottom line and human lives. Steel pipes often face extreme pressures and corrosive environments. A microscopic crack or a pocket of trapped gas might hold up during a simple factory test, but under “cyclic service”—the constant loading and unloading of pressure—those flaws expand.
Financial Security: It is far cheaper to reject or repair a pipe in the factory than to excavate a buried pipeline three years later.
Total Verification: Unlike destructive tests that only tell you about the sample you destroyed, NDT gives you the confidence that the actual pipe being shipped is flawless.
Global Benchmarking: If you are bidding on international contracts, having a robust NDT protocol is your “passport.”It ensures the pipes meet the strict requirements of API 5L or ASTM A500.
A Deep Dive into Essential Testing Techniques
I. Ultrasonic Testing (UT): The Industry’s Precision Sonar
Consider UT the ‘X-ray vision’ for your pipes. It uses ultrasonic waves to scan the steel’s interior, identifying hidden threats without a single scratch.
The Mechanics: We use a transducer to pulse sound into the pipe. If that sound hits a crack or a slag inclusion, it bounces back early. We measure that “time of flight” to pinpoint exactly where the flaw sits.
The “Pro” Advantage: It’s unmatched for finding internal delamination and checking the R-angle precision on rectangular tubes—a critical factor for structural fitment.
Technical Caveat: UT isn’t ‘plug and play.’ The accuracy is only as good as the surface preparation and the person holding the probe. A sharp technician must be able to ignore ‘geometry echoes’—signals that look like cracks but are actually just the sound bouncing off a curve or a corner.

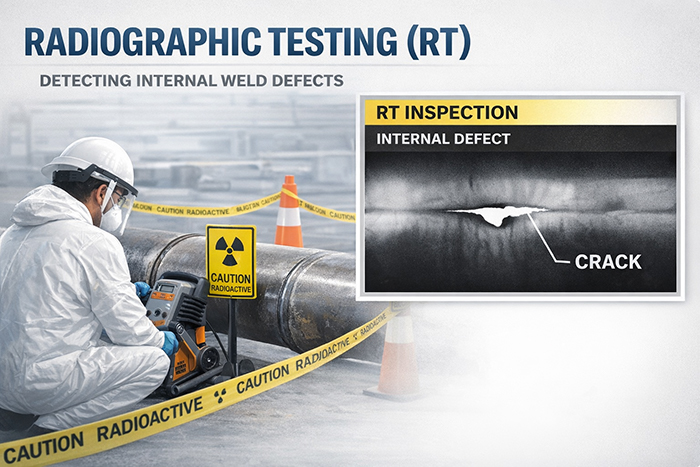
II. Radiographic Testing (RT): The Visual Truth
Radiography is essentially a medical X-ray for steel. It’s the most trusted method for verifying that a weld is truly fused from root to cap.
The Mechanics: By passing X-rays or Gamma-rays through the steel, we capture an image on a digital sensor. Denser steel looks light, while voids, cracks, or gas pockets appear as dark shadows.
The Archival Advantage: RT is the gold standard for quality documentation. Having a permanent radiographic film means the quality of every weld is “locked in time,” providing an audit trail that lasts the entire lifespan of the pipeline.
The Practical Trade-off: However, honesty comes at a cost. Between the expensive equipment and the strict safety perimeter required to protect workers from radiation, RT is typically reserved for the most critical sections of a project.
III. Magnetic Particle Testing (MT): Detecting Hidden Surface Flaws
For carbon steel (ferromagnetic materials), MT is the fastest way to find surface cracks that the naked eye simply cannot see.
The Mechanics: We magnetize the pipe, creating a magnetic field. If there’s a crack, the magnetic flux “leaks” out at that spot. We then spray fine iron particles which cluster at the leak like iron filings on a magnet.
The “Pro” Advantage: It is incredibly sensitive to fatigue cracks and seam defects in ERW pipes.
The Nuance: It’s a “surface-only” tool. If the crack is deep inside the wall, MT will miss it entirely—that’s why it’s usually paired with UT.
IV. Eddy Current Testing (ET): High-Speed Online Defense
ET is the workhorse for high-volume manufacturing. Because it’s a non-contact technique, it integrates seamlessly into high-speed production lines without slowing down the throughput.
The Setup: A localized electromagnetic coil induces ‘eddy currents’ directly into the pipe’s surface. The moment these currents encounter a crack or a pit, the flow is disrupted. This change is captured instantly by the system, which can be synced to an automated marking unit—like a spray-paint marker—to isolate the defective pipe in real-time
The “Pro” Advantage: Ideal for thin-walled tubes and heat exchanger pipes where speed is essential.
The Nuance: It’s sensitive to the metal’s conductivity and temperature, so calibration is everything.
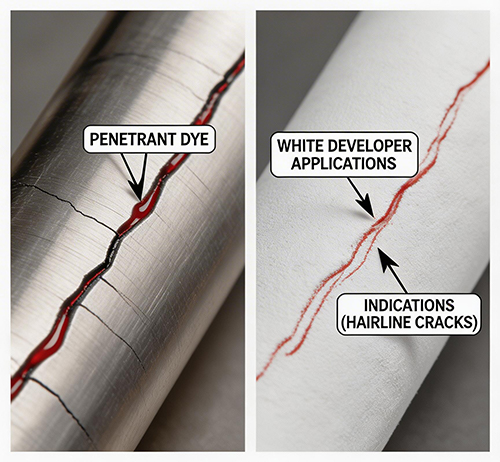
V. Liquid Penetrant Testing (PT): The Versatile Alternative
When you’re working with stainless steel or non-magnetic alloys, MT won’t work. That’s when we turn to PT.
The Mechanics: We coat the pipe in a high-visibility dye. After it seeps into any cracks, we clean the surface and apply a white developer. The dye “bleeds” out into the developer, revealing even the tiniest hairline fractures.
The “Pro” Advantage: It’s low-cost and highly portable. You can do a PT check on a remote construction site with just two cans of spray.
Comparison Table: Selecting Your Strategy
| Method | Best Use Case | Depth of Detection | Speed |
| UT | Thick wall pipes / R-angle checks | Full Volumetric | Moderate |
| RT | Critical weld verification | Full Volumetric | Slow |
| MT | Carbon steel surface seams | Surface/Near-surface | Fast |
| ET | Automated tube production | Surface Only | Very Fast |
| PT | Stainless steel / Field checks | Surface Only | Moderate |
The Golden Rule: Don’t Confuse “Methods” with “Standards”
A common pitfall in steel procurement is asking for an “Ultrasonic Test” without specifying an Acceptance Standard.
The Method (e.g., ASTM E213): This is the how. It tells the technician how to move the probe.
The Standard (e.g., API 5L PSL2): This is the pass/fail. It tells you that a 3mm pore is okay, but a 4mm one is a rejection.
We understand that high-stakes engineering projects require different levels of verification. While rigorous internal quality checks are standard for every batch we manufacture, formalized, project-specific NDT reports can be issued upon request to match your contract requirements. By coordinating these documentation needs during the inquiry stage, we provide the exact technical transparency and peace of mind your engineers expect, ensuring a smooth delivery and a dispute-free partnership.
Post time: Mar-18-2026


