






Kiam temas pri moderna fabrikado de ŝtalaj tuboj, ERW (Elektra Rezista Veldado) kaj HFW (Alt-Frekvenca Veldado) estas du el la plej oftaj kaj efikaj produktadmetodoj. Kvankam ili povas ŝajni identaj unuarigarde, ERW kaj HFW ŝtalaj tuboj varias konsiderinde laŭ siaj veldmetodoj, kvalitnormoj kaj aplikaj ampleksoj. Kompreni la diferencon inter ERW kaj HFW ŝtalaj tuboj estas esenca por elekti la taŭgan materialon por via projekto.
Kio EstasERW-Pipo?
ERW (Elektra Rezistoveldado)tuboj estas faritaj per rulado de ŝtala volvaĵo en cilindran aŭ kvadratan formon kaj poste kunigado de la randoj per aplikado de elektra kurento kaj mekanika premo.
La varmo produktita de elektra rezistanco ĉe la junto igas la ŝtalajn randojn fandi kaj kunfandiĝi, kreante kontinuan, solidan veldsuturon.
ERW-tuboj estas konataj pro:
Forta dimensia precizeco
Konstanta murdikeco
Kostefikeco por grandskala produktado
Ĉi tiuj tuboj estas vaste uzataj en akvoprovizaj sistemoj, malaltpremaj tubaroj kaj ĝeneralaj strukturaj aplikoj.
Kio EstasHFW-Pipo?
HFW (Alt-Frekvenca Veldado)tubo estas tipo de ERW-tubo, kiu uzas altfrekvencan kurenton (super 100 kHz) por varmigi kaj veldi la ŝtalajn randojn.
Kontraste al tradicia ERW, kiu povas dependi de malaltfrekvenca kurento, HFW aplikas fokusitan, alt-intensan varmon al limigita areo, certigante pli malgrandan varmo-trafitan zonon (HAZ) kaj superan veldsuturintegrecon.
La procezo inkluzivas:
1. Formado de la ŝtala bendo en la bezonatan formon (ronda, kvadrata aŭ rektangula).
2. Varmigado de la randoj per indukto uzante altfrekvencan kurenton.
3. Premoveldu la varmigitajn randojn por formi glatan, senjuntan junton.
HFW-teknologio ebligas pli purajn, pli precizajn veldsuturojn kun minimuma oksidiĝo, igante ĝin bone taŭga por alt-fortaj strukturŝtalaj tuboj kaj precizaj kvadrataj tuboj.
Ĉefaj Diferencoj Inter ERW kaj HFW-Pipoj
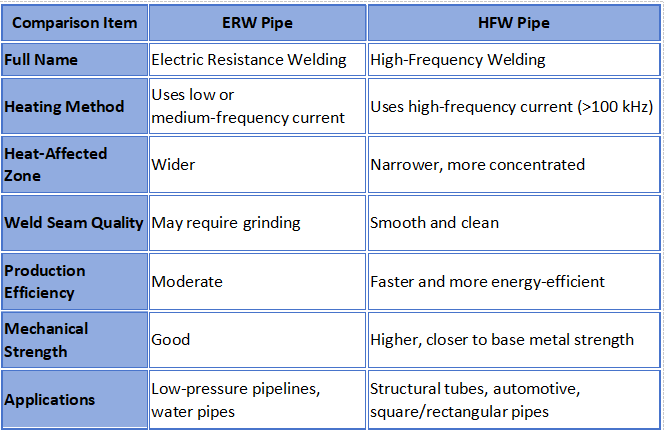
Teknika Klarigo
Dum kaj ERW kaj HFW dependas de elektra rezistanco por produkti varmon, la specifa kurento kaj frekvenco signife influas la procezon.
Principo de Veldado ERW:
Malaltfrekvenca kurento fluas tra la ŝtala bendo, kreante varmon laŭlonge de la junto per rezisto. La varmigitaj randoj estas poste kunigitaj por formi solidan ligadon.
Principo de Veldado per HFW:
Uzas altfrekvencan indukton por krei intensan, koncentritan varmon rekte laŭlonge de la veldlinio. Tio donas pli bonan, pli poluritan veldsuturon kun tre malmulte da materiala distordo.
Esence, HFW reprezentas pli sofistikan evoluon de ERW, realigitan por plibonigi veldsuturintegrecon, produktadrapidecon kaj ĝeneralan funkcian efikecon.
Aplikoj de ERW kaj HFW-tuboj
Kaj ERW kaj HFW tuboj estas uzataj en vasta gamo da industrioj, sed iliaj aplikoj malsamas depende de rendimentaj bezonoj.
ERW Ŝtalaj Tuboj:
Akvo- kaj gasduktoj
Skafaldaro kaj barilo
Malaltpremaj transportsistemoj
Ĝeneralaj inĝenieraj strukturoj
HFW Ŝtalaj Tuboj:
Ŝtala strukturo kaj konstruaĵaj kadroj
Kvadrataj kaj rektangulaj kavaj sekcioj
Aŭtomobila kaj maŝinara fabrikado
Forcejoj, meblaro, kaj preciza konstruado
Ĉar HFW-tuboj povas atingi altan veldsuturforton kaj dimensian precizecon, ili ofte estas preferataj en modernaj konstruaj kaj mekanikinĝenieradaj aplikoj.
Elektoj pri surfaca traktado
Kaj ERW kaj HFW tuboj estas haveblaj en malsamaj surfacaj finpoluroj:
Nigra (netraktita):Natura malhela surfaco, uzata por endomaj aŭ ne-korodaj medioj.
Varm-trempsaŭca galvanizita:Zinka tegaĵo ofertas plibonigitan korodreziston, idealan por subĉielaj aŭ akvo-eksponitaj sistemoj.
Antaŭpentrita aŭ pulvorkovrita:Uzata por estetika allogeco aŭ por provizi ekstran protekton kontraŭ rusto.
Tianjin Yuantai Derun Grupo,provizas kaj nigrajn HFW kvadratajn tubojn kaj galvanizitajn ŝtalajn tubojn por plenumi diversajn aplikajn postulojn.
Por projektoj kiuj postulas alt-fortajn strukturajn tubojn aŭ precizajn kvadratajn tubojn, elekti HFW-velditajn tubojn certigos pli longan servodaŭron kaj pli bonan rendimenton ol konvenciaj ERW-tuboj.
Afiŝtempo: 7-a de novembro 2025


