






ພາກສ່ວນກົ່ງຮູບສີ່ຫຼ່ຽມ ແລະ ຮູບສີ່ຫຼ່ຽມມຸມສາກອາດເບິ່ງຄືວ່າງ່າຍດາຍ, ແຕ່ລາຍລະອຽດທາງດ້ານເຕັກນິກຫຼາຍຢ່າງມີຜົນກະທົບຕໍ່ຄວາມແຂງແຮງ ແລະ ປະສິດທິພາບຂອງມັນ. ໜຶ່ງໃນລັກສະນະທີ່ສຳຄັນທີ່ສຸດແຕ່ຖືກມອງຂ້າມແມ່ນມຸມ R, ເຊິ່ງເອີ້ນອີກຊື່ໜຶ່ງວ່າລັດສະໝີມຸມ. ມັນມີບົດບາດສຳຄັນໃນຄຸນນະພາບການສ້າງຮູບ, ພຶດຕິກຳການເຊື່ອມ, ປະສິດທິພາບການຮັບນ້ຳໜັກ, ການຍຶດຕິດຂອງຊັ້ນເຄືອບ, ແລະ ຮູບລັກສະນະທາງສາຍຕາ.
ບົດຄວາມນີ້ອະທິບາຍວ່າມຸມ R ແມ່ນຫຍັງ, ມາດຕະຖານຫຼັກໆລະບຸມັນແນວໃດ, ວິທີການວັດແທກມັນ, ແລະສິ່ງທີ່ຜູ້ຊື້ຄວນເອົາໃຈໃສ່ເມື່ອເລືອກທໍ່.
ມຸມ R ແມ່ນຫຍັງ?
ມຸມ R ໝາຍເຖິງລັດສະໝີຂອງມຸມໂຄ້ງດ້ານນອກຂອງເຫຼັກຮູບສີ່ຫຼ່ຽມ ຫຼື ຮູບສີ່ຫຼ່ຽມມຸມສາກທໍ່.
ແທນທີ່ຈະເປັນຂອບແຫຼມ 90 ອົງສາ, ມຸມຈະຖືກສ້າງເປັນເສັ້ນໂຄ້ງມົນໃນລະຫວ່າງການປັ້ນຫຼືການອັດ.
ມັນມີຜົນກະທົບຕໍ່:
ປະສິດທິພາບດ້ານໂຄງສ້າງ
ຄວາມສາມາດໃນການເຊື່ອມ
ຄວາມງາມ
ການແຈກຢາຍຄວາມໜາຂອງເຄືອບ
ການເຊື່ອມຕໍ່ ແລະ ການຄວບຄຸມຄວາມທົນທານ
ເຖິງແມ່ນວ່າມັນເບິ່ງຄືວ່າເລັກນ້ອຍ, ແຕ່ລັດສະໝີມຸມທີ່ບໍ່ເໝາະສົມສາມາດສົ່ງຜົນກະທົບໂດຍກົງຕໍ່ຜົນໄດ້ຮັບດ້ານວິສະວະກຳ.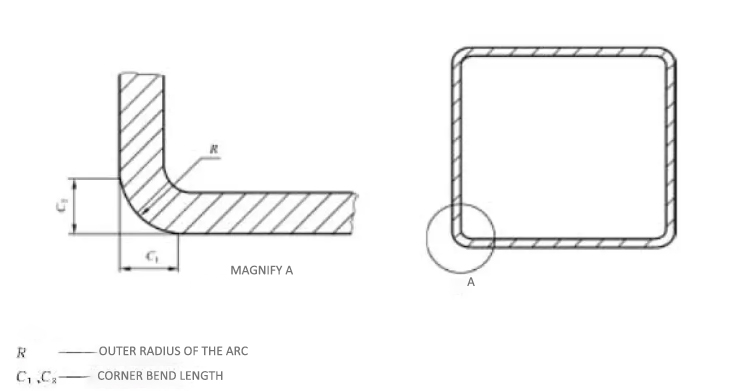
ຂໍ້ກຳນົດຂອງມຸມ R ພາຍໃຕ້ມາດຕະຖານອຸດສາຫະກຳທົ່ວໄປ
ພາກພື້ນ ແລະ ມາດຕະຖານທີ່ແຕກຕ່າງກັນກຳນົດຄວາມທົນທານຂອງມຸມ R ແຕກຕ່າງກັນ.
ນີ້ແມ່ນເອກະສານອ້າງອີງທີ່ງ່າຍດາຍ:
◎ ມາດຕະຖານຈີນ (GB/T 3094, GB/T 6728)
ລັດສະໝີຂອງມຸມໂດຍປົກກະຕິແມ່ນຢູ່ລະຫວ່າງຄວາມໜາຂອງຝາຜະໜັງ 1.5 × ຫາ ຄວາມໜາຂອງຝາຜະໜັງ 3 ×
ບາງແອັບພລິເຄຊັນອະນຸຍາດຕໍ່າສຸດ R ≥ 2 ມມ
◎ ມາດຕະຖານເອີຣົບ EN10210 (ຮູບແບບຮ້ອນ)
ຄວາມທົນທານຕໍ່ຄວາມໜາຂອງກຳແພງສູງຂຶ້ນ ແລະ ລັດສະໝີໃຫຍ່ກວ່າ
ມຸມ R ປົກກະຕິ ≈ຄວາມໜາຂອງຝາ 2 ×, ແຕ່ອາດຈະບັນລຸໄດ້2.5 × ຫຼື 3 ×ສຳລັບພາກສ່ວນໃຫຍ່
◎ EN10219 (ຮູບແບບເຢັນ)
ລັດສະໝີນ້ອຍກວ່າເມື່ອທຽບກັບ EN10210
ໂດຍທົ່ວໄປ R ≥ຄວາມໜາຂອງຝາ 1.5 ×
◎ ມາດຕະຖານອັງກິດ BS EN10219 / BS 4360
ສອດຄ່ອງກັບຂໍ້ກຳນົດ EN10219 ຢ່າງໃກ້ຊິດ
ສຸມໃສ່ຄວາມສອດຄ່ອງຂອງຮູບຮ່າງມຸມ ແລະ ຂໍ້ຈຳກັດຂອງການບ່ຽງເບນຫຼາຍຂຶ້ນ
◎ ມາດຕະຖານຍີ່ປຸ່ນ JIS G3466
ກຳນົດມຸມ R ເປັນປະມານຄວາມໜາຂອງຝາ 1.2 × ຫາ 2.0 ×
ເປັນທີ່ຮູ້ຈັກສຳລັບການຄວບຄຸມມິຕິທີ່ເຂັ້ມງວດກວ່າ
✔ In ການນຳໃຊ້ຕົວຈິງ, ລັດສະໝີຂອງມຸມບໍ່ຄົງທີ່; ມັນແຕກຕ່າງກັນອີງໃສ່on ທີ່ເຕັກໂນໂລຊີການສ້າງຮູບແບບ, ເຄື່ອງມືມິຕິ, ແລະມີຈຸດປະສົງໃຊ້.
✔ ການຜະລິດຄວາມທົນທານມັກຈະແຕກຕ່າງກັນລະຫວ່າງທີ່ແຕກຕ່າງກັນຜູ້ສະໜອງs.
ອ້າງອີງສູດ ແລະ ວິທີການວັດແທກ
ສູດການປະເມີນມຸມ R (ກົດລະບຽບຂອງອຸດສາຫະກໍາ):
R ≈ 1.5–3.0 × ຄວາມໜາຂອງຝາ (t)
ຕົວຢ່າງ:
ຖ້າຄວາມໜາຂອງຝາແມ່ນ 5 ມມ → ມຸມ R ≈ 7.5 ມມ–15 ມມ
ວິທີການວັດແທກພາກສະໜາມ
ມຸມ R ສາມາດກວດສອບໄດ້ໂດຍວິທີການ:
✔ ເຄື່ອງມືວັດແທກລັດສະໝີ
✔ ແມ່ແບບວົງມົນວັດແທກ
✔ ເຄື່ອງວັດແທກພິກັດໂປຣໄຟລ໌
ຂັ້ນຕອນ:
ວາງເຄື່ອງວັດແທກ ຫຼື ແມ່ແບບຕາມມຸມທໍ່
ຈັບຄູ່ກັບເສັ້ນໂຄ້ງທີ່ເໝາະສົມ
ອ່ານຄ່າ ຫຼື ບັນທຶກຄວາມທົນທານຂອງຄວາມພໍດີ
ປຽບທຽບກັບມາດຕະຖານ ຫຼື ຄວາມຕ້ອງການສັ່ງຊື້
ບາງຄັ້ງໂຄງການຂະໜາດໃຫຍ່ໃຊ້ການສະແກນ 3D ຫຼື CMM ເພື່ອຮັບປະກັນຄວາມຖືກຕ້ອງທາງເລຂາຄະນິດ.
ເປັນຫຍັງມຸມ R ຈຶ່ງມີຄວາມສຳຄັນ?
ລັດສະໝີຂອງມຸມມີຜົນກະທົບຕໍ່:
✔ ຄວາມເຂັ້ມແຂງ — ຫຼຸດຜ່ອນຄວາມຕຶງຄຽດ
✔ ການເຄືອບ — ຮັບປະກັນການປົກຄຸມດ້ວຍການຊຸບເຫຼັກຢູ່ແຄມ
✔ ການເຊື່ອມໂລຫະ — ປັບປຸງຄຸນນະພາບຂອງການລວມຕົວ
✔ ຄວາມງາມ — ຮູບລັກສະນະທີ່ລຽບນຽນຂຶ້ນ
✔ ການປະກອບ — ມີຜົນກະທົບຕໍ່ຄວາມພໍດີຂອງຊ່ອງສຽບ ແລະ ຂະໜາດຂອງຕົວເຊື່ອມຕໍ່
ສຳລັບທໍ່ສີ່ຫລ່ຽມທີ່ມີຝາໜາ ຫຼື ການນຳໃຊ້ໂຄງສ້າງ,ມຸມ R ທີ່ບໍ່ຖືກຕ້ອງສົ່ງຜົນໃຫ້ເກີດຊ່ອງຫວ່າງ, ບັນຫາການເຊື່ອມ, ຫຼື ຄວາມສ່ຽງດ້ານຄວາມອິດເມື່ອຍທີ່ເຊື່ອງໄວ້.
ສິ່ງທີ່ຄວນກວດສອບເມື່ອຊື້ເຫຼັກກ້າທີ່ມີມຸມ R
ຜູ້ຊື້ຄວນປະເມີນ:
① ຢືນຢັນການປະຕິບັດຕາມມາດຕະຖານ
ຖາມຜູ້ສະໜອງວ່າພວກເຂົາປະຕິບັດຕາມຂັ້ນຕອນການຂຶ້ນຮູບ ແລະ ມາດຕະຖານໃດ
(EN10210, EN10219, GB, JIS, BS ມີຮູບຊົງມຸມທີ່ແຕກຕ່າງກັນ).
② ຮັບປະກັນວ່າລັດສະໝີຕອບສະໜອງຄວາມຕ້ອງການຂອງແອັບພລິເຄຊັນ
R ໃຫຍ່ → ລຽບນຽນ, ແຂງແຮງກວ່າ, ເຄືອບງ່າຍຂຶ້ນ
R ຂະໜາດນ້ອຍ → ຂອບທີ່ຄົມຊັດກວ່າ, ເໝາະສົມກັບຕົວເຊື່ອມຕໍ່ທີ່ແໜ້ນໜາກວ່າ
③ ກວດສອບຄວາມໜາຂອງຝາຜະໜັງ ແລະ ການຈັບຄູ່ R
ລັດສະໝີຂອງມຸມແມ່ນສັດສ່ວນກັບຄວາມໜາຂອງຝາ - ລັດສະໝີທີ່ນ້ອຍເກີນໄປສຳລັບທໍ່ໜາມັກຈະຊີ້ບອກເຖິງການຂຶ້ນຮູບທີ່ບໍ່ຖືກຕ້ອງ.
④ ກວດສອບການວັດແທກຕົວຈິງ
ການຮ້ອງຂໍ:
ຂໍ້ມູນການທົດສອບເຄື່ອງວັດລັດສະໝີ
ຮູບພາບຕັດຕອນສຸດທ້າຍ
ເອກະສານກວດກາມິຕິ
⑤ ເອົາໃຈໃສ່ກັບການປະມວນຜົນຫຼັງການປຸງແຕ່ງ
ການຊຸບສັງກະສີດ້ວຍນ້ຳຮ້ອນ, ການເຈາະ, ຫຼື ການເຄື່ອງຈັກຮຽກຮ້ອງໃຫ້ມີລັດສະໝີມຸມທີ່ເໝາະສົມສຳລັບການໄຫຼຂອງເຄືອບ ແລະ ຄວາມໝັ້ນຄົງຂອງໂຄງສ້າງ.
ສະຫຼຸບ
ມຸມ R ບໍ່ແມ່ນລາຍລະອຽດດ້ານຄວາມງາມ.
ມັນມີອິດທິພົນຕໍ່ຄຸນນະພາບການສ້າງຮູບ, ປະສິດທິພາບການໂຫຼດ,ອາຍຸການໃຊ້ງານ, ແລະ ຄວາມແມ່ນຍໍາໃນການຕິດຕັ້ງ.
ການເຂົ້າໃຈວ່າມາດຕະຖານທີ່ແຕກຕ່າງກັນກຳນົດລັດສະໝີຂອງມຸມແນວໃດ — ແລະ ການຮູ້ວິທີການວັດແທກ ແລະ ປະເມີນຜົນມັນ — ຊ່ວຍຮັບປະກັນການເລືອກວັດສະດຸທີ່ເໝາະສົມ ແລະ ຜົນໄດ້ຮັບດ້ານວິສະວະກຳທີ່ໜ້າເຊື່ອຖື.
ເວລາໂພສ: ທັນວາ-04-2025


