






Ang mga kwadrado ug rektanggulo nga mga seksyon nga walay sulod morag yano ra tan-awon, apan daghang teknikal nga mga detalye ang makaapekto sa ilang kusog ug performance. Usa sa labing wala tagda apan kritikal nga mga bahin mao angAnggulo nga R, nailhan usab nga corner radius. Kini adunay dakong papel sa pagporma sa kalidad, pamatasan sa weld, performance sa load, coating adhesion, ug visual appearance.
Kini nga artikulo nagpatin-aw kon unsa ang R angle, kon giunsa kini pagtino sa mga mayor nga sukdanan, kon giunsa kini pagsukod, ug unsay angay hatagan og pagtagad sa mga pumapalit kon mopili og mga tubo.
Unsa ang R Angle?
Ang anggulo nga R nagtumong saradius sa gawas nga arko sa kantosa usa ka kwadrado o rektanggulo nga aserotubo.
Imbis nga usa ka mahait nga 90-degree nga ngilit, ang kanto giporma nga usa ka lingin nga kurba atol sa pagporma o pag-extrude.
Kini makaapekto sa:
Pagganap sa istruktura
Pagka-weld
Mga Estetika
Distribusyon sa gibag-on sa coating
Pag-adjust sa koneksyon ug pagkontrol sa tolerance
Bisan og kini daw gamay ra, ang dili husto nga radius sa kanto direktang makaimpluwensya sa mga resulta sa inhenyeriya.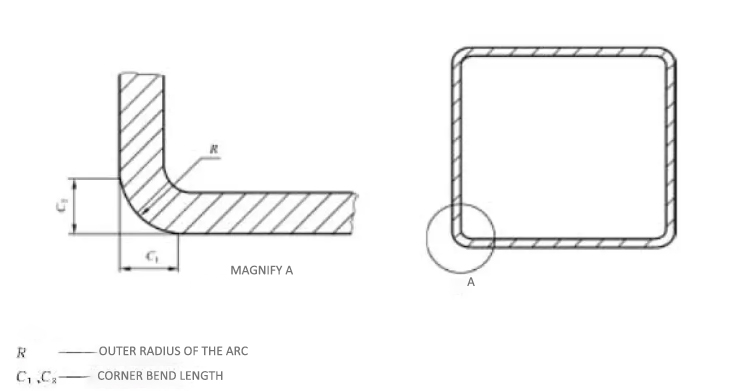
Mga Kinahanglanon sa R Angle Ubos sa Komon nga mga Sumbanan sa Industriya
Lahi-lahi ang paghubit sa R angle tolerance sa lain-laing mga rehiyon ug mga sumbanan.
Ania ang usa ka gipasimple nga reperensya:
◎ Sumbanan sa Tsina (GB/T 3094, GB/T 6728)
Ang radius sa kanto kasagaran anaa sa taliwala sa1.5 × gibag-on sa bungbong ngadto sa 3 × gibag-on sa bungbong
Ang ubang mga aplikasyon nagtugotlabing menos R ≥ 2mm
◎ European Standard EN10210 (Init nga Giporma)
Mas taas nga pagtugot sa gibag-on sa dingding ug mas dako nga radius
Normal nga anggulo nga R ≈2 × gibag-on sa dingding, apan mahimong moabot2.5 × o 3 ×para sa dagkong mga seksyon
◎ EN10219 (Giporma nga Bugnaw)
Mas gamay nga radius kon itandi sa EN10210
Kasagaran nga R ≥1.5 × gibag-on sa bungbong
◎ British Standard BS EN10219 / BS 4360
Hugot nga nagsunod sa mga kinahanglanon sa EN10219
Mas nagpunting sa pagkamakanunayon sa porma sa kanto ug mga limitasyon sa paglihis
◎ Japanese Standard JIS G3466
Nagpasabot sa anggulo nga R isip palibot1.2 × hangtod 2.0 × gibag-on sa dingding
Nailhan tungod sa mas estrikto nga pagkontrol sa dimensyon
✔ In aktuwal nga mga aplikasyon, ang radius sa kanto dili piho; kini magkalahigibaseon angteknolohiya sa pagporma, paggamit og mga himanmga sukod, ug gituyogamit.
✔ Paggamamga tolerance kanunaymagkalahi taliwala sa lain-laing mgatigsuplays.
Reperensya sa Pormula ug Pamaagi sa Pagsukod
Pormula sa Pagbanabana sa R Angle (Sukaranan sa Industriya):
R ≈ 1.5–3.0 × gibag-on sa bungbong (t)
Pananglitan:
Kon ang gibag-on sa bungbong kay 5mm → R angle ≈ 7.5mm–15mm
Pamaagi sa Pagsukod sa Natad
Ang anggulo sa R mahimong masusi pinaagi sa:
✔ Mga gamit sa pagsukod sa radius
✔ Mga template sa lingin sa pagsukod
✔ Makina sa pagsukod sa profile coordinate
Mga Lakang:
Ibutang ang gauge o template sa daplin sa kanto sa tubo
Ipares ang fitting arc
Basaha ang bili o tolerance sa pagkahaom sa rekord
Itandi sa standard o order requirement
Ang mga dagkong proyekto usahay mogamit ug 3D scanning o CMM aron masiguro ang geometric accuracy.
Ngano nga Importante ang R Angle?
Ang radius sa kanto makaapekto sa:
✔ Kusog — makapakunhod sa konsentrasyon sa stress
✔ Pagtabon — nagsiguro sa pagtabon sa galvanizing sa mga kilid
✔ Pagwelding — nagpauswag sa kalidad sa pag-fusion
✔ Katahom — mas hapsay nga panagway
✔ Pag-assemble — makaapekto sa pagkahaom sa slot ug gidak-on sa konektor
Para sa mga kuwadrado nga tubo nga baga og bungbong o mga aplikasyon sa istruktura,sayop nga anggulo sa R mahimomoresulta samga kal-ang, mga problema sa welding, o tinago nga mga risgo sa kakapoy.
Unsay Angay Susihon Kon Mopalit og Bakal nga adunay mga Kinahanglanon sa R Angle
Ang mga pumapalit kinahanglan nga motimbang-timbang:
① Kumpirmahi ang Pagsunod sa mga Sumbanan
Pangutan-a ang supplier kung unsang proseso sa pagporma ug sumbanan ang ilang gisunod
(Ang EN10210, EN10219, GB, JIS, BS adunay lain-laing porma sa kanto).
② Siguruha nga ang Radius Makatagbo sa mga Panginahanglanon sa Aplikasyon
Dakong R → mas hapsay, mas lig-on, mas sayon nga pagtabon
Gamay nga R → mas hait nga mga ngilit, mas hugot nga pagkahaom sa mga konektor
③ Susiha ang Gibag-on sa Bungbong ug ang Pagkapares sa R
Ang radius sa eskina proporsyonal sa gibag-on sa bungbong—ang gamay ra kaayong radius para sa baga nga mga tubo kasagarang nagpakita sa dili hustong pagporma.
④ I-verify ang Tinuod nga Sukod
Hangyo:
Datos sa pagsulay sa radius gauge
Mga litrato sa katapusan nga pagputol
Sheet sa inspeksyon sa dimensyon
⑤ Hatagi'g Pagtagad ang Post-Processing
Ang hot dip galvanizing, punching, o machining nanginahanglan og angay nga corner radius para sa coating flow ug structural stability.
Konklusyon
Ang R angle dili usa ka kosmetiko nga detalye.
Kini makaimpluwensya sa kalidad sa pagporma, performance sa load,kinabuhi sa serbisyo, ug katukma sa pag-instalar.
Ang pagsabot kon giunsa pagtino sa lain-laing mga sumbanan ang radius sa kanto—ug ang pagkahibalo unsaon pagsukod ug pagtimbang-timbang niini—makatabang sa pagsiguro sa hustong pagpili sa materyal ug kasaligan nga mga resulta sa inhenyeriya.
Oras sa pag-post: Disyembre-04-2025


