






Secțiunile tubulare pătrate și dreptunghiulare pot părea simple, dar multe detalii tehnice le afectează rezistența și performanța. Una dintre cele mai trecute cu vederea, dar totodată critice, esteUnghiul R, cunoscută și sub denumirea de raza colțului. Aceasta joacă un rol major în calitatea formării, comportamentul la sudură, performanța la sarcină, aderența stratului de acoperire și aspectul vizual.
Acest articol explică ce este unghiul R, cum îl specifică principalele standarde, cum se măsoară și la ce ar trebui să fie atenți cumpărătorii atunci când aleg tuburi.
Ce este unghiul R?
Unghiul R se referă laraza arcului colțului exteriordin oțel pătrat sau dreptunghiularțeavă.
În loc de o muchie ascuțită de 90 de grade, colțul este format într-o curbă rotunjită în timpul modelării sau extrudării.
Afectează:
Performanța structurală
Sudabilitate
Estetică
Distribuția grosimii stratului de acoperire
Montarea conexiunilor și controlul toleranțelor
Deși pare minor, raza necorespunzătoare a colțului poate influența direct rezultatele inginerești.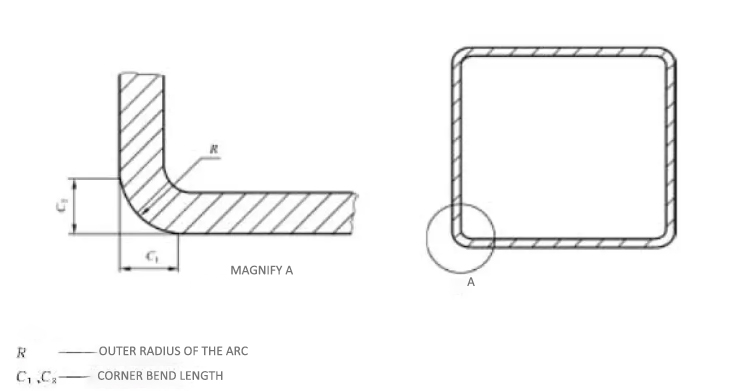
Cerințe privind unghiul R conform standardelor industriale comune
Diferite regiuni și standarde definesc toleranța unghiului R în mod diferit.
Iată o referință simplificată:
◎ Standardul chinezesc (GB/T 3094, GB/T 6728)
Raza colțului variază de obicei întrede la 1,5 × grosimea peretelui până la 3 × grosimea peretelui
Unele aplicații permitR minim ≥ 2 mm
◎ Standardul european EN10210 (Formare la cald)
Toleranță mai mare la grosimea peretelui și rază mai mare
Unghiul R normal ≈2 × grosimea peretelui, dar poate ajunge2,5 × sau 3 ×pentru secțiuni mari
◎ EN10219 (Format la rece)
Rază mai mică față de EN10210
R tipic ≥1,5 × grosimea peretelui
◎ Standardul britanic BS EN10219 / BS 4360
Respectă îndeaproape cerințele EN10219
Se concentrează mai mult pe consistența formei colțurilor și limitele de abatere
◎ Standardul japonez JIS G3466
Definește unghiul R ca fiind în jurul1,2 × până la 2,0 × grosimea peretelui
Cunoscut pentru controlul dimensional mai strict
✔ In aplicații reale, raza colțului nu este fixă; aceasta variazăbazaton cel/cea/cei/celetehnologie de formare, sculedimensiuniși intenționatutilizare.
✔ Fabricațietoleranțe adeseavariază între diferitefurnizors.
Referință pentru formule și metodă de măsurare
Formula de estimare a unghiului R (regula generală din industrie):
R ≈ 1,5–3,0 × grosimea peretelui (t)
Exemplu:
Dacă grosimea peretelui este de 5 mm → unghiul R ≈ 7,5 mm–15 mm
Metoda de măsurare pe teren
Unghiul R poate fi verificat prin:
✔ Instrumente de măsurare a razei
✔ Șabloane pentru cercuri de măsurare
✔ Mașină de măsurat profile în coordonate
Pași:
Plasați calibrul sau șablonul de-a lungul colțului tubului
Potriviți arcul de potrivire
Citirea valorii sau înregistrarea toleranței de potrivire
Comparați cu standardul sau cerințele comenzii
Proiectele mari utilizează uneori scanarea 3D sau CMM pentru a asigura precizia geometrică.
De ce contează unghiul R?
Raza colțului afectează:
✔ Forță — reduce concentrarea stresului
✔ Acoperire — asigură acoperirea galvanizată la margini
✔ Sudare — îmbunătățește calitatea fuziunii
✔ Estetică — aspect mai neted
✔ Asamblare — afectează potrivirea slotului și dimensiunea conectorului
Pentru tuburi pătrate cu pereți groși sau aplicații structurale,Unghiul R incorect poaterezultatul estegoluri, probleme de sudură sau riscuri ascunse de oboseală.
Ce trebuie verificat la achiziționarea de oțel cu cerințe de unghi R
Cumpărătorii ar trebui să evalueze:
① Confirmați conformitatea cu standardul
Întrebați furnizorul ce proces de formare și standard urmează.
(EN10210, EN10219, GB, JIS, BS au forme diferite ale colțurilor).
② Asigurați-vă că raza îndeplinește nevoile aplicației
R mare → acoperire mai fină, mai puternică, mai ușoară
R mic → muchii mai ascuțite, potrivire mai strânsă cu conectori
③ Verificați grosimea peretelui și potrivirea R
Raza colțului este proporțională cu grosimea peretelui - o rază prea mică pentru tuburile groase indică adesea o formare necorespunzătoare.
④ Verificați măsurătoarea reală
Cerere:
Date de testare a ecartamentului de rază
Fotografii decupate la final
Fișă de inspecție dimensională
⑤ Acordați atenție post-procesării
Galvanizarea la cald, ștanțarea sau prelucrarea mecanică necesită o rază de colț adecvată pentru curgerea stratului de acoperire și stabilitatea structurală.
Concluzie
Unghiul R nu este un detaliu cosmetic.
Influențează calitatea formării, performanța la încărcare,durata de viațăși precizia instalării.
Înțelegerea modului în care diferite standarde definesc raza colțului - și cunoașterea modului de măsurare și evaluare a acesteia - ajută la asigurarea selecției corecte a materialelor și a unor rezultate inginerești fiabile.
Data publicării: 04 dec. 2025


