






Квадратни и правоугаони шупљи профили могу изгледати једноставно, али многи технички детаљи утичу на њихову чврстоћу и перформансе. Једна од најзанемаренијих, али ипак критичних карактеристика јеР-угао, такође познат као радијус угла. Игра главну улогу у квалитету обликовања, понашању завара, перформансама оптерећења, приањању премаза и визуелном изгледу.
Овај чланак објашњава шта је R угао, како га главни стандарди дефинишу, како се мери и на шта купци треба да обрате пажњу при избору цеви.
Шта је R угао?
Угао R се односи наполупречник спољашњег угловног лукаод квадратног или правоугаоног челикацев.
Уместо оштре ивице од 90 степени, угао се током обликовања или екструзије обликује у заобљену кривину.
Утиче на:
Структурне перформансе
Заварљивост
Естетика
Расподела дебљине премаза
Контрола прикључка и толеранције
Иако делује безначајно, неправилан радијус угла може директно утицати на инжењерске резултате.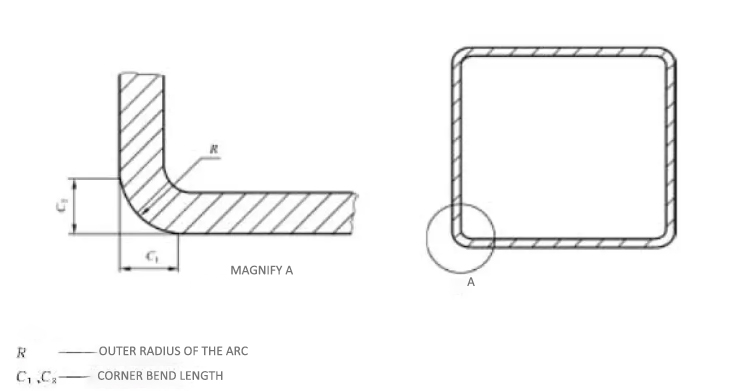
Захтеви за угао R према заједничким индустријским стандардима
Различити региони и стандарди различито дефинишу толеранцију угла R.
Ево поједностављене референце:
◎ Кинески стандард (GB/T 3094, GB/T 6728)
Радијус угла се обично креће између1,5 × дебљина зида до 3 × дебљина зида
Неке апликације дозвољавајуминимално R ≥ 2 мм
◎ Европски стандард EN10210 (топло обликовано)
Већа толеранција дебљине зида и већи радијус
Нормални R угао ≈2 × дебљина зида, али може достићи2,5 × или 3 ×за велике делове
◎ EN10219 (Хладно обликовано)
Мањи радијус у односу на EN10210
Типично R ≥1,5 × дебљина зида
◎ Британски стандард BS EN10219 / BS 4360
У складу са захтевима EN10219
Више се фокусира на конзистентност облика углова и ограничења одступања
◎ Јапански стандард JIS G3466
Дефинише угао R као око1,2 × до 2,0 × дебљина зида
Познат по строжој димензионалној контроли
✔ In стварне апликације, полупречник угла није фиксиран; он вариразаснованon тај/та/то/тотехнологија обликовања, алатидимензијеи намењенупотреба.
✔ Производњатолеранције честоварирају између различитихдобављачs.
Референца формуле и метод мерења
Формула за процену угла R (индустријско правило):
R ≈ 1,5–3,0 × дебљина зида (t)
Пример:
Ако је дебљина зида 5 мм → угао R ≈ 7,5 мм–15 мм
Метода мерења на терену
Угао R се може проверити помоћу:
✔ Алати за мерење радијуса
✔ Шаблони за мерење кругова
✔ Машина за мерење координата профила
Кораци:
Поставите мерач или шаблон дуж угла цеви
Ускладите лук уклапања
Очитајте вредност или забележите толеранцију приањања
Упоредите са стандардним или захтевима поруџбине
Велики пројекти понекад користе 3Д скенирање или ЦММ како би се осигурала геометријска тачност.
Зашто је угао R важан?
Радијус угла утиче на:
✔ Снага — смањује концентрацију стреса
✔ Премаз — обезбеђује цинкану покривеност ивица
✔ Заваривање — побољшава квалитет фузије
✔ Естетика — глаткији изглед
✔ Склапање — утиче на величину слота и конектора
За квадратне цеви дебелих зидова или структурне примене,неправилан угао R можерезултиратипразнине, проблеми са заваривањем или скривени ризици замора.
Шта треба проверити при куповини челика са захтевима за R угао
Купци би требало да процене:
① Потврдите усклађеност са стандардом
Питајте добављача који процес обликовања и стандард прате
(EN10210, EN10219, GB, JIS, BS имају различите облике углова).
② Осигурајте да радијус задовољава потребе апликације
Велики R → глаткији, јачи, лакши премаз
Мали R → оштрије ивице, чвршће приањање са конекторима
③ Проверите дебљину зида и подударање R
Радијус угла је пропорционалан дебљини зида — премали радијус за дебеле цеви често указује на неправилно обликовање.
④ Проверите стварно мерење
Захтев:
Подаци испитивања радијусног мерача
Фотографије са завршним резом
Лист за димензионалну инспекцију
⑤ Обратите пажњу на накнадну обраду
Вруће цинковање, пробијање или машинска обрада захтева одговарајући радијус угла за проток премаза и структурну стабилност.
Закључак
R угао није козметички детаљ.
Утиче на квалитет обликовања, перформансе оптерећења,век трајања, и прецизност инсталације.
Разумевање како различити стандарди дефинишу радијус угла - и знање како га измерити и проценити - помаже у осигуравању правилног избора материјала и поузданих инжењерских резултата.
Време објаве: 04.12.2025.


