






Bagean kothak lan persegi dowo katon prasaja, nanging akeh rincian teknis sing mengaruhi kekuwatan lan kinerjane. Salah sawijining fitur sing paling dilirwakake nanging penting yaikuSudut R, uga dikenal minangka radius pojok. Iki nduweni peran utama ing mbentuk kualitas, prilaku las, kinerja beban, adhesi lapisan, lan tampilan visual.
Artikel iki njelasake apa iku sudut R, kepiye standar utama nemtokake, kepiye pangukurane, lan apa sing kudu digatekake para panuku nalika milih tabung.
Apa kuwi Sudut R?
Sudut R nuduhakeradius busur pojok njabasaka baja persegi utawa persegi panjangpipa.
Tinimbang pinggiran 90 derajat sing landhep, pojok kasebut dibentuk dadi kurva bunder nalika mbentuk utawa ekstrusi.
Iku mengaruhi:
Kinerja struktural
Kemampuan las
Estetika
Distribusi kekandelan lapisan
Kontrol toleransi lan pas sambungan
Senajan katon cilik, radius pojok sing ora bener bisa langsung mengaruhi asil teknik.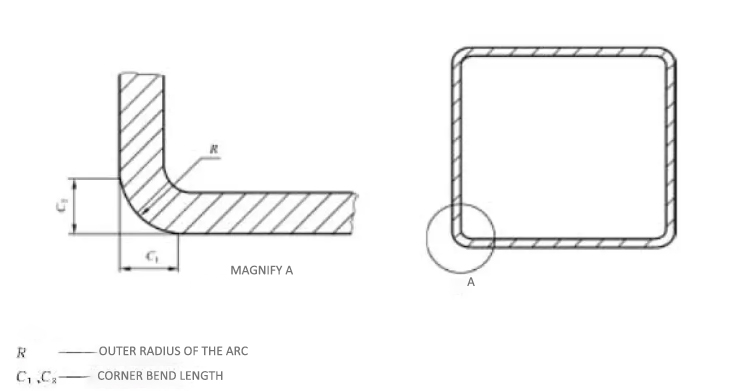
Syarat Sudut R Miturut Standar Industri Umum
Wilayah lan standar sing beda-beda nemtokake toleransi sudut R kanthi beda.
Iki referensi sing disederhanakake:
◎ Standar Cina (GB/T 3094, GB/T 6728)
Radius pojok biasane ana ing antarane1,5 × kekandelan tembok nganti 3 × kekandelan tembok
Sawetara aplikasi ngidiniminimal R ≥ 2mm
◎ Standar Eropa EN10210 (Dibentuk Panas)
Toleransi kekandelan tembok sing luwih dhuwur lan radius sing luwih gedhe
Sudut R normal ≈2 × kekandelan tembok, nanging bisa uga tekan2.5 × utawa 3 ×kanggo bagean gedhe
◎ EN10219 (Dibentuk Adhem)
Radius sing luwih cilik dibandhingake karo EN10210
R khas ≥1,5 × kekandelan tembok
◎ Standar Inggris BS EN10219 / BS 4360
Selaras karo syarat EN10219
Luwih fokus ing konsistensi wujud pojok lan watesan deviasi
◎ Standar Jepang JIS G3466
Nemtokake sudut R minangka sakubenge1.2 × nganti 2.0 × kekandelan tembok
Dikenal amarga kontrol dimensi sing luwih ketat
✔ In aplikasi nyata, radius pojok ora tetep; beda-bedaadhedhasaron ingteknologi mbentuk, perkakasdimensi, lan dimaksudakenggunakake.
✔ Manufakturtoleransi asringbeda-beda antarane sing beda-bedapanyedhiyas.
Referensi Formula lan Metode Pangukuran
Formula Estimasi Sudut R (Aturan Industri):
R ≈ 1,5–3,0 × kekandelan tembok (t)
Tuladha:
Yen kekandelan tembok 5mm → Sudut R ≈ 7.5mm–15mm
Metode Pangukuran Lapangan
Sudut R bisa dipriksa kanthi:
✔ Piranti pangukur radius
✔ Cithakan bunderan pangukuran
✔ Mesin pangukur koordinat profil
Langkah-langkah:
Pasang ukuran utawa template ing pojok tabung
Cocokake lengkungan sing pas
Nilai maca utawa toleransi kesesuaian rekaman
Bandhingake karo standar utawa syarat pesenan
Proyèk gedhé kadhangkala migunakaké pemindaian 3D utawa CMM kanggo njamin akurasi geometris.
Apa Sebab Sudut R Iku Penting?
Radius pojok mengaruhi:
✔ Kekuwatan — ngurangi konsentrasi stres
✔ Lapisan — njamin jangkoan galvanis ing pinggiran
✔ Pengelasan — ningkatake kualitas fusi
✔ Estetika — tampilan luwih alus
✔ Perakitan — mengaruhi ukuran slot lan konektor
Kanggo tabung kothak berdinding kandel utawa aplikasi struktural,sudut R sing salah bisanyebabakecelah, masalah pengelasan, utawa risiko kelelahan sing didhelikake.
Apa sing kudu dipriksa nalika tuku baja kanthi syarat sudut R
Para panuku kudu ngevaluasi:
① Konfirmasi Kepatuhan Standar
Takon marang supplier proses mbentuk lan standar apa sing ditindakake
(EN10210, EN10219, GB, JIS, BS duwé wujud pojok sing béda-béda).
② Priksa manawa Radius memenuhi kebutuhan aplikasi
R gedhé → lapisan sing luwih alus, luwih kuwat, lan luwih gampang
R cilik → pinggiran sing luwih landhep, pas luwih rapet karo konektor
③ Priksa Kekandelan Tembok lan Pencocokan R
Radius pojok iku sebanding karo kekandelan tembok—radius sing kekecilen kanggo tabung sing kandel asring nuduhake pembentukan sing ora bener.
④ Verifikasi Pangukuran Nyata
Panjaluk:
Data uji ukur radius
Foto-foto potongan pungkasan
Lembar inspeksi dimensi
⑤ Nggatekake Pasca-Pemrosesan
Galvanis, punching, utawa mesin hot dip mbutuhake radius pojok sing cocog kanggo aliran lapisan lan stabilitas struktural.
Dudutan
Sudut R dudu detail kosmetik.
Iku mengaruhi kualitas mbentuk, kinerja beban,umur layanan, lan presisi instalasi.
Ngerteni kepiye standar sing beda-beda nemtokake radius pojok—lan ngerti carane ngukur lan ngevaluasi—mbantu njamin pilihan bahan sing tepat lan asil teknik sing bisa dipercaya.
Wektu kiriman: 04-Desember-2025


