






Vierkante en rechthoekige holle profielen lijken misschien eenvoudig, maar veel technische details beïnvloeden hun sterkte en prestaties. Een van de meest over het hoofd geziene, maar cruciale kenmerken is deR-hoekOok wel bekend als de hoekradius. Deze speelt een belangrijke rol in de vormkwaliteit, het lasgedrag, de draagkracht, de hechting van de coating en het visuele uiterlijk.
Dit artikel legt uit wat de R-hoek is, hoe belangrijke normen deze specificeren, hoe deze wordt gemeten en waar kopers op moeten letten bij het kiezen van buizen.
Wat is de hoek R?
De R-hoek verwijst naar destraal van de buitenste hoekboogvan een vierkant of rechthoekig staalpijp.
In plaats van een scherpe hoek van 90 graden, wordt de hoek tijdens het vormen of extruderen tot een afgeronde curve gevormd.
Het heeft gevolgen voor:
Structurele prestaties
Lasbaarheid
Esthetiek
Dikteverdeling van de coating
Aansluiting, passing en tolerantiecontrole
Hoewel het onbeduidend lijkt, kan een onjuiste hoekradius de technische resultaten direct beïnvloeden.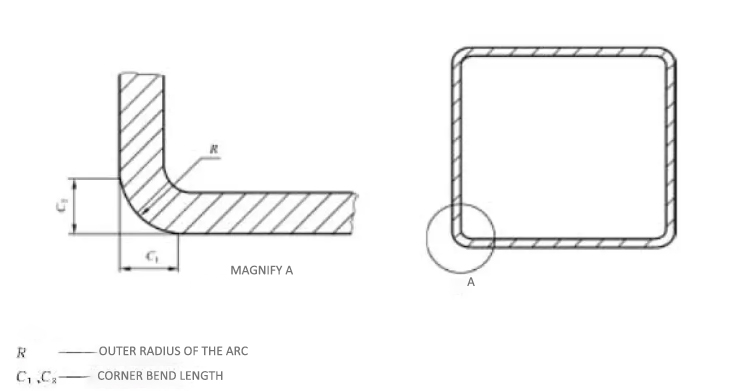
Vereisten voor de R-hoek volgens gangbare industriële normen
Verschillende regio's en normen definiëren de tolerantie voor de R-hoek verschillend.
Hier volgt een vereenvoudigd overzicht:
◎ Chinese standaard (GB/T 3094, GB/T 6728)
De hoekradius ligt doorgaans tussen1,5 × wanddikte tot 3 × wanddikte
Sommige applicaties staan dit toe.minimale R ≥ 2 mm
◎ Europese norm EN10210 (warmgevormd)
Grotere tolerantie voor wanddikte en grotere radius
Normale R-hoek ≈2 × wanddiktemaar kan bereiken2,5 × of 3 ×voor grote secties
◎ EN10219 (Koudgevormd)
Kleinere straal ten opzichte van EN10210
Typische R ≥1,5 × wanddikte
◎ Britse norm BS EN10219 / BS 4360
Voldoet nauw aan de EN10219-vereisten.
De focus ligt meer op de consistentie van de hoekvorm en de afwijkingslimieten.
◎ Japanse norm JIS G3466
Definieert de R-hoek als ongeveer1,2 × tot 2,0 × wanddikte
Bekend om strengere maatnauwkeurigheid
✔ In concrete toepassingenDe hoekradius is niet vast; deze varieert.gebaseerdon devormtechnologie, gereedschapafmetingenen bedoeldgebruik.
✔ Productietoleranties vaakverschillen tussen verschillendeleveranciers.
Formulereferentie en meetmethode
Formule voor het schatten van de R-hoek (vuistregel in de branche):
R ≈ 1,5–3,0 × wanddikte (t)
Voorbeeld:
Als de wanddikte 5 mm is, is de hoek R ongeveer 7,5 mm tot 15 mm.
Veldmeetmethode
De R-hoek kan worden gecontroleerd door:
✔ Radiusmetergereedschap
✔ Sjablonen voor het meten van cirkels
✔ Profielcoördinatenmeetmachine
Stappen:
Plaats een meetinstrument of sjabloon langs de hoek van de buis.
Zorg ervoor dat de boog past.
Lees de waarde af of noteer de pastolerantie.
Vergelijk met de standaard- of bestelvereisten.
Bij grote projecten wordt soms gebruikgemaakt van 3D-scanning of CMM om geometrische nauwkeurigheid te garanderen.
Waarom is de R-hoek belangrijk?
De hoekradius heeft invloed op:
✔ Kracht — vermindert stressconcentratie
✔ Coating — zorgt voor een goede dekking van de galvanisatie aan de randen
✔ Lassen — verbetert de kwaliteit van de fusie
✔ Esthetiek — een gladder uiterlijk
✔ Montage — beïnvloedt de pasvorm van de sleuf en de grootte van de connector
Voor dikwandige vierkante buizen of constructietoepassingen,een onjuiste R-hoek kanresultaat ingaten, lasproblemen of verborgen vermoeidheidsrisico's.
Waarop te letten bij de aankoop van staal met R-profielvereisten
Kopers dienen het volgende te beoordelen:
① Bevestig de naleving van de norm
Vraag de leverancier welk vormingsproces en welke normen zij hanteren.
(EN10210, EN10219, GB, JIS, BS hebben verschillende hoekvormen).
② Zorg ervoor dat Radius aan de applicatiebehoeften voldoet
Grote R → gladdere, sterkere, gemakkelijkere coating
Kleine R → scherpere randen, strakkere aansluiting met connectoren
③ Controleer de wanddikte en de R-waarde.
De hoekradius is evenredig met de wanddikte; een te kleine radius voor dikke buizen duidt vaak op een onjuiste vorming.
④ Controleer de werkelijke meting
Verzoek:
Testgegevens van de radiusmeter
Eindfoto's
Dimensionaal inspectieformulier
⑤ Besteed aandacht aan de nabewerking
Thermisch verzinken, ponsen of bewerken vereist een geschikte hoekradius voor een goede coatingvloei en structurele stabiliteit.
Conclusie
De R-hoek is geen cosmetisch detail.
Het beïnvloedt de vormkwaliteit en de draagkracht.levensduuren installatieprecisie.
Inzicht in hoe verschillende normen de hoekradius definiëren – en weten hoe deze te meten en te evalueren – draagt bij aan een juiste materiaalkeuze en betrouwbare technische resultaten.
Geplaatst op: 4 december 2025


