






ചതുരാകൃതിയിലുള്ളതും ചതുരാകൃതിയിലുള്ളതുമായ പൊള്ളയായ ഭാഗങ്ങൾ ലളിതമായി തോന്നിയേക്കാം, പക്ഷേ പല സാങ്കേതിക വിശദാംശങ്ങളും അവയുടെ ശക്തിയെയും പ്രകടനത്തെയും ബാധിക്കുന്നു. ഏറ്റവും അവഗണിക്കപ്പെട്ടതും എന്നാൽ നിർണായകവുമായ സവിശേഷതകളിൽ ഒന്നാണ്ആർ ആംഗിൾ, കോർണർ റേഡിയസ് എന്നും അറിയപ്പെടുന്നു.ഗുണനിലവാരം, വെൽഡിംഗ് സ്വഭാവം, ലോഡ് പ്രകടനം, കോട്ടിംഗ് അഡീഷൻ, ദൃശ്യരൂപം എന്നിവ രൂപപ്പെടുത്തുന്നതിൽ ഇത് ഒരു പ്രധാന പങ്ക് വഹിക്കുന്നു.
ഈ ലേഖനം R ആംഗിൾ എന്താണെന്നും, പ്രധാന മാനദണ്ഡങ്ങൾ എങ്ങനെയാണ് അത് വ്യക്തമാക്കുന്നുവെന്നും, അത് എങ്ങനെ അളക്കുന്നുവെന്നും, ട്യൂബുകൾ തിരഞ്ഞെടുക്കുമ്പോൾ വാങ്ങുന്നവർ ശ്രദ്ധിക്കേണ്ട കാര്യങ്ങളെക്കുറിച്ചും വിശദീകരിക്കുന്നു.
എന്താണ് ആർ ആംഗിൾ?
R ആംഗിൾ സൂചിപ്പിക്കുന്നത്പുറം മൂലയിലെ ആർക്കിന്റെ ആരംചതുരാകൃതിയിലുള്ളതോ ദീർഘചതുരാകൃതിയിലുള്ളതോ ആയ ഉരുക്കിന്റെപൈപ്പ്.
90 ഡിഗ്രി മൂർച്ചയുള്ള അരികിന് പകരം, ആകൃതിയിലോ പുറംതള്ളലിലോ മൂല ഒരു വൃത്താകൃതിയിലുള്ള വളവായി മാറുന്നു.
ഇത് ബാധിക്കുന്നു:
ഘടനാപരമായ പ്രകടനം
വെൽഡബിലിറ്റി
സൗന്ദര്യശാസ്ത്രം
കോട്ടിംഗ് കനം വിതരണം
കണക്ഷൻ ഫിറ്റിംഗും ടോളറൻസ് നിയന്ത്രണവും
ചെറുതായി തോന്നുമെങ്കിലും, തെറ്റായ കോർണർ ആരം എഞ്ചിനീയറിംഗ് ഫലങ്ങളെ നേരിട്ട് സ്വാധീനിക്കും.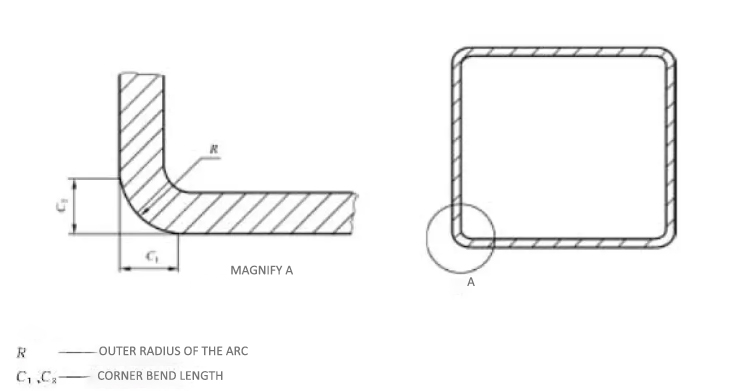
പൊതു വ്യാവസായിക മാനദണ്ഡങ്ങൾക്ക് കീഴിലുള്ള ആർ ആംഗിൾ ആവശ്യകതകൾ
വ്യത്യസ്ത പ്രദേശങ്ങളും മാനദണ്ഡങ്ങളും R ആംഗിൾ ടോളറൻസിനെ വ്യത്യസ്തമായി നിർവചിക്കുന്നു.
ലളിതമായ ഒരു റഫറൻസ് ഇതാ:
◎ ചൈനീസ് സ്റ്റാൻഡേർഡ് (GB/T 3094, GB/T 6728)
കോർണർ ആരം സാധാരണയായി ഇവയ്ക്കിടയിലാണ്1.5 × മതിൽ കനം മുതൽ 3 × മതിൽ കനം വരെ
ചില ആപ്ലിക്കേഷനുകൾ അനുവദിക്കുന്നുകുറഞ്ഞത് R ≥ 2mm
◎ യൂറോപ്യൻ സ്റ്റാൻഡേർഡ് EN10210 (ഹോട്ട് ഫോംഡ്)
ഉയർന്ന മതിൽ കനം സഹിഷ്ണുതയും വലിയ ആരവും
സാധാരണ R കോൺ ≈2 × മതിൽ കനം, പക്ഷേ എത്തിച്ചേരാം2.5 × അല്ലെങ്കിൽ 3 ×വലിയ ഭാഗങ്ങൾക്ക്
◎ EN10219 (തണുത്ത രൂപം)
EN10210 നെ അപേക്ഷിച്ച് ചെറിയ ആരം
സാധാരണ R ≥1.5 × മതിൽ കനം
◎ ബ്രിട്ടീഷ് സ്റ്റാൻഡേർഡ് BS EN10219 / BS 4360
EN10219 ആവശ്യകതകളുമായി കൃത്യമായി യോജിക്കുന്നു
കോണിന്റെ ആകൃതി സ്ഥിരതയിലും വ്യതിയാന പരിധികളിലും കൂടുതൽ ശ്രദ്ധ കേന്ദ്രീകരിക്കുന്നു.
◎ ജാപ്പനീസ് സ്റ്റാൻഡേർഡ് JIS G3466
R കോൺ ചുറ്റളവിൽ നിർവചിക്കുന്നു1.2 × മുതൽ 2.0 × വരെ മതിൽ കനം
കർശനമായ അളവുകൾ നിയന്ത്രിക്കുന്നതിന് പേരുകേട്ടത്
✔ ഡെൽറ്റ In യഥാർത്ഥ ആപ്ലിക്കേഷനുകൾ, കോർണർ ആരം സ്ഥിരമല്ല; അത് വ്യത്യാസപ്പെടുന്നുഅടിസ്ഥാനമാക്കിയുള്ളത്on ദിരൂപീകരണ സാങ്കേതികവിദ്യ, ഉപകരണങ്ങൾഅളവുകൾ, ഉദ്ദേശിച്ചത്ഉപയോഗിക്കുക.
✔ ഡെൽറ്റ മാനുഫാക്ചറിംഗ്പലപ്പോഴും സഹിഷ്ണുതകൾവ്യത്യസ്ത തമ്മിൽ വ്യത്യാസമുണ്ട്വിതരണക്കാരൻs.
ഫോർമുല റഫറൻസും അളക്കൽ രീതിയും
ആർ ആംഗിൾ എസ്റ്റിമേഷൻ ഫോർമുല (ഇൻഡസ്ട്രി റൂൾ ഓഫ് തമ്പ്):
R ≈ 1.5–3.0 × മതിൽ കനം (t)
ഉദാഹരണം:
ഭിത്തിയുടെ കനം 5mm ആണെങ്കിൽ → R കോൺ ≈ 7.5mm–15mm
ഫീൽഡ് അളക്കൽ രീതി
R ആംഗിൾ ഇനിപ്പറയുന്ന രീതിയിൽ പരിശോധിക്കാം:
✔ റേഡിയസ് ഗേജ് ഉപകരണങ്ങൾ
✔ സർക്കിൾ ടെംപ്ലേറ്റുകൾ അളക്കുന്നു
✔ പ്രൊഫൈൽ കോർഡിനേറ്റ് അളക്കുന്ന യന്ത്രം
ഘട്ടങ്ങൾ:
ട്യൂബ് മൂലയിൽ ഗേജ് അല്ലെങ്കിൽ ടെംപ്ലേറ്റ് സ്ഥാപിക്കുക.
ഫിറ്റിംഗ് ആർക്ക് പൊരുത്തപ്പെടുത്തുക
മൂല്യം വായിക്കുക അല്ലെങ്കിൽ ഫിറ്റ് ടോളറൻസ് രേഖപ്പെടുത്തുക
സ്റ്റാൻഡേർഡ് അല്ലെങ്കിൽ ഓർഡർ ആവശ്യകതയുമായി താരതമ്യം ചെയ്യുക
വലിയ പ്രോജക്ടുകൾ ചിലപ്പോൾ ജ്യാമിതീയ കൃത്യത ഉറപ്പാക്കാൻ 3D സ്കാനിംഗ് അല്ലെങ്കിൽ CMM ഉപയോഗിക്കുന്നു.
ആർ ആംഗിൾ പ്രധാനമായിരിക്കുന്നത് എന്തുകൊണ്ട്?
കോർണർ ആരം ബാധിക്കുന്നു:
✔ ശക്തി — സമ്മർദ്ദ സാന്ദ്രത കുറയ്ക്കുന്നു
✔ കോട്ടിംഗ് — അരികുകളിൽ ഗാൽവനൈസിംഗ് കവറേജ് ഉറപ്പാക്കുന്നു.
✔ വെൽഡിംഗ് — ഫ്യൂഷൻ ഗുണനിലവാരം മെച്ചപ്പെടുത്തുന്നു
✔ സൗന്ദര്യശാസ്ത്രം — മൃദുവായ രൂപം
✔ അസംബ്ലി - സ്ലോട്ട് ഫിറ്റിനെയും കണക്ടർ വലുപ്പത്തെയും ബാധിക്കുന്നു
കട്ടിയുള്ള ഭിത്തിയുള്ള ചതുര ട്യൂബുകൾക്കോ ഘടനാപരമായ ആപ്ലിക്കേഷനുകൾക്കോ,തെറ്റായ R ആംഗിൾ ആകാംഫലമായിവിടവുകൾ, വെൽഡിംഗ് പ്രശ്നങ്ങൾ, അല്ലെങ്കിൽ മറഞ്ഞിരിക്കുന്ന ക്ഷീണ അപകടസാധ്യതകൾ.
ആർ ആംഗിൾ ആവശ്യകതകളുള്ള സ്റ്റീൽ വാങ്ങുമ്പോൾ എന്തൊക്കെ പരിശോധിക്കണം
വാങ്ങുന്നവർ വിലയിരുത്തണം:
① സ്റ്റാൻഡേർഡ് അനുസരണം സ്ഥിരീകരിക്കുക
ഏത് രൂപീകരണ പ്രക്രിയയും മാനദണ്ഡവുമാണ് അവർ പിന്തുടരുന്നതെന്ന് വിതരണക്കാരനോട് ചോദിക്കുക.
(EN10210, EN10219, GB, JIS, BS എന്നിവയ്ക്ക് വ്യത്യസ്ത കോണുകളുടെ ആകൃതികളുണ്ട്).
② റേഡിയസ് ആപ്ലിക്കേഷൻ ആവശ്യകതകൾ നിറവേറ്റുന്നുണ്ടെന്ന് ഉറപ്പാക്കുക
വലിയ R → മൃദുവായ, ബലമുള്ള, എളുപ്പമുള്ള ആവരണം
ചെറിയ R → മൂർച്ചയുള്ള അരികുകൾ, കണക്ടറുകളുമായി കൂടുതൽ ഇറുകിയ ഫിറ്റ്
③ ഭിത്തിയുടെ കനവും R പൊരുത്തവും പരിശോധിക്കുക
കോർണർ ആരം ഭിത്തിയുടെ കനത്തിന് ആനുപാതികമാണ് - കട്ടിയുള്ള ട്യൂബുകൾക്ക് വളരെ ചെറിയ ആരം പലപ്പോഴും അനുചിതമായ രൂപീകരണത്തെ സൂചിപ്പിക്കുന്നു.
④ യഥാർത്ഥ അളവ് പരിശോധിക്കുക
അഭ്യർത്ഥന:
റേഡിയസ് ഗേജ് ടെസ്റ്റ് ഡാറ്റ
എൻഡ്-കട്ട് ഫോട്ടോകൾ
ഡൈമൻഷണൽ ഇൻസ്പെക്ഷൻ ഷീറ്റ്
⑤ പോസ്റ്റ്-പ്രോസസ്സിംഗിൽ ശ്രദ്ധിക്കുക
ഹോട്ട് ഡിപ്പ് ഗാൽവാനൈസിംഗ്, പഞ്ചിംഗ് അല്ലെങ്കിൽ മെഷീനിംഗ് എന്നിവയ്ക്ക് കോട്ടിംഗ് ഫ്ലോയ്ക്കും ഘടനാപരമായ സ്ഥിരതയ്ക്കും അനുയോജ്യമായ കോർണർ ആരം ആവശ്യമാണ്.
തീരുമാനം
ആർ ആംഗിൾ ഒരു സൗന്ദര്യവർദ്ധക കാര്യമല്ല.
ഇത് രൂപീകരണ നിലവാരം, ലോഡ് പ്രകടനം,സേവന ജീവിതം, ഇൻസ്റ്റലേഷൻ കൃത്യത.
വ്യത്യസ്ത മാനദണ്ഡങ്ങൾ കോർണർ ആരം എങ്ങനെ നിർവചിക്കുന്നുവെന്ന് മനസ്സിലാക്കുന്നതും - അത് എങ്ങനെ അളക്കാമെന്നും വിലയിരുത്താമെന്നും അറിയുന്നതും - ശരിയായ മെറ്റീരിയൽ തിരഞ്ഞെടുപ്പും വിശ്വസനീയമായ എഞ്ചിനീയറിംഗ് ഫലങ്ങളും ഉറപ്പാക്കാൻ സഹായിക്കുന്നു.
പോസ്റ്റ് സമയം: ഡിസംബർ-04-2025


