






Ferkantaðir og rétthyrndir holir prófílar geta virst einfaldir, en margir tæknilegir smáatriði hafa áhrif á styrk þeirra og afköst. Einn af þeim eiginleikum sem oftast gleymast en samt mikilvægastur erR-horn, einnig þekkt sem hornradíus. Hann gegnir mikilvægu hlutverki í mótunargæðum, suðuhegðun, álagsgetu, viðloðun húðunar og útliti.
Þessi grein útskýrir hvað R-horn er, hvernig helstu staðlar tilgreina það, hvernig það er mælt og hvað kaupendur ættu að hafa í huga þegar þeir velja rör.
Hvað er R-horn?
R-hornið vísar tilradíus ytri hornbogansúr ferköntuðu eða rétthyrndu stálipípa.
Í stað skarprar 90 gráðu brúnar er hornið mótað í ávöl feril við mótun eða útpressun.
Það hefur áhrif á:
Uppbyggingarárangur
Suðuhæfni
Fagurfræði
Þykktardreifing húðunar
Tengibúnaður og þolstýring
Þótt það virðist lítið getur óviðeigandi hornradíus haft bein áhrif á verkfræðilegar niðurstöður.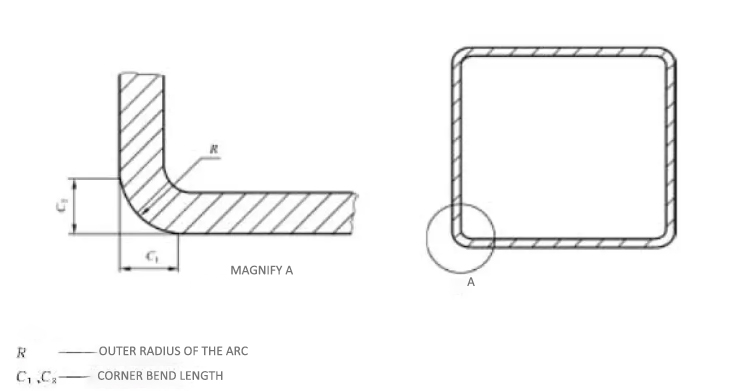
Kröfur um R-horn samkvæmt sameiginlegum iðnaðarstöðlum
Mismunandi svæði og staðlar skilgreina R-hornþol á mismunandi hátt.
Hér er einfölduð tilvísun:
◎ Kínverskur staðall (GB/T 3094, GB/T 6728)
Hornradíus er venjulega á bilinu1,5 × veggþykkt upp í 3 × veggþykkt
Sum forrit leyfalágmark R ≥ 2 mm
◎ Evrópskur staðall EN10210 (heitmótun)
Meiri þol veggþykktar og stærri radíus
Venjulegt R horn ≈2 × veggþykkt, en gæti náð til2,5 × eða 3 ×fyrir stóra hluta
◎ EN10219 (Kaldmótun)
Minni radíus miðað við EN10210
Dæmigert R ≥1,5 × veggþykkt
Breski staðallinn BS EN10219 / BS 4360
Í nánu samræmi við kröfur EN10219
Leggur meiri áherslu á samræmi í lögun hornanna og fráviksmörk
◎ Japanskur staðall JIS G3466
Skilgreinir R-hornið sem umkringt1,2 × til 2,0 × veggþykkt
Þekkt fyrir strangari víddarstjórnun
✔ In raunveruleg forrit, hornradíus er ekki fastur; hann er breytilegurbyggton þaðmótunartækni, verkfærivíddirog ætlaðnota.
✔ Framleiðslaþol oftvera mismunandi á milli mismunandibirgirs.
Formúluviðmiðun og mæliaðferð
Formúla fyrir mat á R-horni (þumalputtaregla iðnaðarins):
R ≈ 1,5–3,0 × veggþykkt (t)
Dæmi:
Ef veggþykktin er 5 mm → R-horn ≈ 7,5 mm–15 mm
Mælingaraðferð á sviði
Hægt er að athuga R-hornið með:
✔ Radíusmælitæki
✔ Mælingarhringjasniðmát
✔ Prófílhnitamælitæki
Skref:
Setjið mæli eða sniðmát meðfram horni rörsins
Paraðu saman mátunarbogann
Lesa gildi eða skrá passaþol
Berðu saman við staðlaða eða pöntunarkröfu
Stór verkefni nota stundum þrívíddarskönnun eða CMM til að tryggja rúmfræðilega nákvæmni.
Af hverju skiptir R-hornið máli?
Hornradíusinn hefur áhrif á:
✔ Styrkur — dregur úr streituþéttni
✔ Húðun — tryggir galvaniseringu á brúnum
✔ Suða — bætir gæði bræðslu
✔ Fagurfræði — sléttara útlit
✔ Samsetning — hefur áhrif á raufarpassun og stærð tengisins
Fyrir þykkveggja ferkantaða rör eða byggingarframkvæmdir,rangt R-horn geturleiða tilbil, suðuvandamál eða falda þreytuhættu.
Hvað þarf að athuga þegar stál er keypt með R-hornskröfum
Kaupendur ættu að meta:
① Staðfesta að staðlar séu í samræmi við
Spyrjið birgja hvaða mótunarferli og staðla þeir fylgja
(EN10210, EN10219, GB, JIS, BS hafa mismunandi hornlögun).
② Gakktu úr skugga um að radíus uppfylli þarfir forritsins
Stórt R → mýkri, sterkari, auðveldari húðun
Lítið R → skarpari brúnir, þéttari passa við tengi
③ Athugaðu veggþykkt og R-samsvörun
Hornradíus er í réttu hlutfalli við veggþykkt — of lítill radíus fyrir þykk rör bendir oft til óviðeigandi mótun.
④ Staðfestu raunverulegar mælingar
Beiðni:
Gögn um prófun radíusmælis
Endaklipptar myndir
Víddarskoðunarblað
⑤ Fylgstu með eftirvinnslu
Heitdýfingargalvanisering, gatun eða vinnsla krefst viðeigandi hornradíusar fyrir flæði húðunar og burðarþol.
Niðurstaða
R-hornið er ekki snyrtilegt smáatriði.
Það hefur áhrif á mótunargæði, álagsgetu,endingartímiog nákvæmni uppsetningar.
Að skilja hvernig mismunandi staðlar skilgreina hornradíus — og vita hvernig á að mæla hann og meta — hjálpar til við að tryggja rétt efnisval og áreiðanlegar verkfræðilegar niðurstöður.
Birtingartími: 4. des. 2025


