






角形や長方形の中空断面は一見シンプルに見えますが、多くの技術的な詳細が強度や性能に影響を与えます。最も見落とされがちですが、重要な特徴の一つがR角度コーナー半径とも呼ばれます。成形品質、溶接挙動、荷重性能、コーティング密着性、外観に大きな役割を果たします。
この記事では、R 角度とは何か、主要な規格で R 角度がどのように規定されているか、R 角度はどのように測定されるか、そして購入者がチューブを選択する際に注意すべき点について説明します。
R角度とは何ですか?
R角度とは、外側の角の円弧の半径正方形または長方形の鋼鉄パイプ.
角は、鋭い 90 度のエッジではなく、成形または押し出し中に丸い曲線に形成されます。
影響するもの:
構造性能
溶接性
美学
コーティング厚さ分布
接続継手と公差管理
些細なことのように思えますが、不適切なコーナー半径はエンジニアリングの結果に直接影響を及ぼす可能性があります。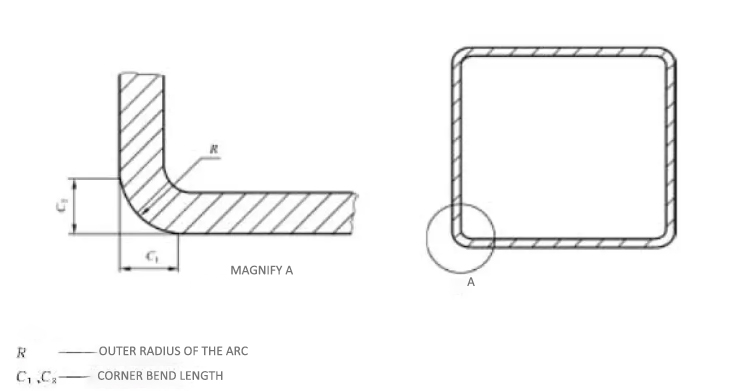
共通工業規格におけるR角度要件
地域や規格によって、R 角度の許容範囲の定義は異なります。
簡略化した参照を以下に示します。
◎ 中国規格(GB/T 3094、GB/T 6728)
コーナー半径は通常、壁厚の1.5倍から壁厚の3倍
一部のアプリケーションでは最小R ≥ 2mm
◎欧州規格EN10210(熱間成形)
壁厚公差が大きく、半径が大きい
法線R角度 ≈2 × 壁の厚さ、しかし、2.5倍または3倍大きなセクションの場合
◎ EN10219(冷間成形)
EN10210に比べて半径が小さい
典型的なR ≥1.5 × 壁の厚さ
◎英国規格BS EN10219 / BS 4360
EN10219の要件に厳密に準拠
コーナー形状の一貫性と偏差の制限に重点を置きます
◎ 日本規格 JIS G3466
R角度を次のように定義します1.2×~2.0×壁厚
厳格な寸法管理で知られる
✔ In 実際のアプリケーションコーナーの半径は固定ではなく変化するベースon その成形技術、工具寸法、そして意図された使用.
✔ 製造許容範囲はしばしば異なるサプライヤーs.
計算式参照と測定方法
R角度推定式(業界の経験則):
R ≈ 1.5~3.0 × 壁の厚さ(t)
例:
壁厚が5mmの場合 → R角度 ≈ 7.5mm~15mm
現場測定方法
R 角度は次の方法で確認できます。
✔ 半径ゲージツール
✔ 測定円テンプレート
✔ プロファイル座標測定機
手順:
チューブの角に沿ってゲージまたはテンプレートを配置します
フィッティングアークを合わせる
値を読み取るか適合許容値を記録する
標準または注文要件と比較する
大規模プロジェクトでは、幾何学的精度を確保するために 3D スキャンや CMM が使用されることがあります。
R 角度が重要な理由
コーナーの半径は次に影響します:
✔ 強度 - 応力集中を軽減
✔ コーティング - エッジ部分の亜鉛メッキを確実にカバーします
✔ 溶接 - 融合品質の向上
✔ 美観 — より滑らかな外観
✔ 組み立て - スロットのフィットとコネクタのサイズに影響します
厚肉角管や構造用途の場合、R角度が間違っていると結果として隙間、溶接の問題、隠れた疲労リスク.
R角度要件のある鋼材を購入する際に確認すべきこと
購入者は以下の点を評価する必要があります:
① 規格適合の確認
サプライヤーがどの成形プロセスと標準に従っているかを尋ねる
(EN10210、EN10219、GB、JIS、BSではコーナーの形状が異なります)。
② 半径がアプリケーションのニーズを満たしていることを確認する
大きなR → より滑らかで、より強く、より簡単にコーティングできます
小さなR → エッジが鋭くなり、コネクタとのフィット感が向上
③ 壁厚とRのマッチングを確認する
コーナーの半径は壁の厚さに比例します。厚いチューブに対して半径が小さすぎる場合は、多くの場合、成形が不適切であることを示します。
④ 実際の測定を検証する
リクエスト:
半径ゲージ試験データ
エンドカット写真
寸法検査シート
⑤ 後処理に注意する
溶融亜鉛めっき、打ち抜き加工、または機械加工には、コーティングの流れと構造の安定性のために適切なコーナー半径が必要です。
結論
R 角度は見た目上の詳細ではありません。
成形品質、荷重性能に影響を及ぼします。耐用年数、そして取り付け精度。
さまざまな規格がコーナーの半径をどのように定義しているかを理解し、それを測定および評価する方法を知ることで、適切な材料の選択と信頼性の高いエンジニアリング結果を確保できます。
投稿日時: 2025年12月4日


