






Firkantede og rektangulære hulprofiler kan se enkle ut, men mange tekniske detaljer påvirker deres styrke og ytelse. En av de mest oversette, men kritiske funksjonene erR-vinkel, også kjent som hjørneradius. Den spiller en viktig rolle i formingskvalitet, sveiseegenskaper, belastningsytelse, beleggets heft og visuelt utseende.
Denne artikkelen forklarer hva R-vinkel er, hvordan viktige standarder spesifiserer den, hvordan den måles, og hva kjøpere bør være oppmerksomme på når de velger rør.
Hva er R-vinkel?
R-vinkelen refererer tilradiusen til den ytre hjørnebuenav et firkantet eller rektangulært stålrør.
I stedet for en skarp 90-graders kant formes hjørnet til en avrundet kurve under forming eller ekstrudering.
Det påvirker:
Strukturell ytelse
Sveisbarhet
Estetikk
Fordeling av beleggtykkelse
Tilkoblingsmontering og toleransekontroll
Selv om det virker lite, kan feil hjørneradius direkte påvirke de tekniske resultatene.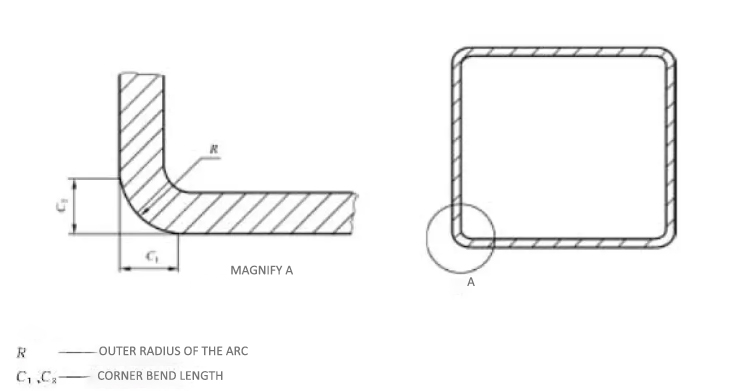
Krav til R-vinkel i henhold til vanlige industristandarder
Ulike regioner og standarder definerer R-vinkeltoleranse forskjellig.
Her er en forenklet referanse:
◎ Kinesisk standard (GB/T 3094, GB/T 6728)
Hjørneradiusen ligger vanligvis mellom1,5 × veggtykkelse til 3 × veggtykkelse
Noen applikasjoner tillaterminimum R ≥ 2 mm
◎ Europeisk standard EN10210 (varmformet)
Høyere veggtykkelsestoleranse og større radius
Normal R-vinkel ≈2 × veggtykkelse, men kan nå2,5 × eller 3 ×for store seksjoner
◎ EN10219 (kaldformet)
Mindre radius i forhold til EN10210
Typisk R ≥1,5 × veggtykkelse
◎ Britisk standard BS EN10219 / BS 4360
Samsvarer nøye med EN10219-kravene
Fokuserer mer på hjørneformkonsistens og avviksgrenser
◎ Japansk standard JIS G3466
Definerer R-vinkelen som rundt1,2 × til 2,0 × veggtykkelse
Kjent for strengere dimensjonskontroll
✔ In faktiske applikasjoner, hjørneradiusen er ikke fast; den variererbaserton deformingsteknologi, verktøydimensjoner, og mentbruk.
✔ Produksjontoleranser oftevariere mellom forskjelligeleverandørs.
Formelreferanse og målemetode
Formel for estimering av R-vinkel (tommelfingerregel i bransjen):
R ≈ 1,5–3,0 × veggtykkelse (t)
Eksempel:
Hvis veggtykkelsen er 5 mm → R-vinkel ≈ 7,5 mm–15 mm
Feltmålingsmetode
R-vinkelen kan kontrolleres ved å:
✔ Verktøy for radiusmålere
✔ Maler for målesirkler
✔ Profilkoordinatmåler
Trinn:
Plasser måleren eller malen langs rørhjørnet
Tilpass tilpasningsbuen
Les verdi eller registrer tilpasningstoleranse
Sammenlign med standard- eller bestillingskrav
Store prosjekter bruker noen ganger 3D-skanning eller CMM for å sikre geometrisk nøyaktighet.
Hvorfor spiller R-vinkelen noen rolle?
Hjørneradiusen påvirker:
✔ Styrke — reduserer stresskonsentrasjon
✔ Belegg — sikrer galvaniseringsdekning i kantene
✔ Sveising — forbedrer smeltekvaliteten
✔ Estetikk — glattere utseende
✔ Montering — påvirker sportilpasning og kontaktstørrelse
For tykkveggede firkantrør eller strukturelle applikasjoner,feil R-vinkel kanresultere ihull, sveiseproblemer eller skjulte utmattingsrisikoer.
Hva du bør sjekke når du kjøper stål med krav til R-vinkel
Kjøpere bør vurdere:
① Bekreft samsvar med standarden
Spør leverandøren hvilken formingsprosess og standard de følger
(EN10210, EN10219, GB, JIS, BS har forskjellige hjørneformer).
② Sørg for at radiusen oppfyller applikasjonens behov
Stor R → jevnere, sterkere, enklere belegg
Liten R → skarpere kanter, tettere passform med kontakter
③ Sjekk veggtykkelse og R-tilpasning
Hjørneradiusen er proporsjonal med veggtykkelsen – for liten radius for tykke rør indikerer ofte feil forming.
④ Bekreft reell måling
Forespørsel:
Testdata for radiusmåler
Endeklippede bilder
Dimensjonal inspeksjonsark
⑤ Vær oppmerksom på etterbehandling
Varmforsinking, stansing eller maskinering krever passende hjørneradius for beleggflyt og strukturell stabilitet.
Konklusjon
R-vinkelen er ikke en kosmetisk detalj.
Det påvirker formingskvalitet, lastytelse,levetidog installasjonspresisjon.
Å forstå hvordan ulike standarder definerer hjørneradius – og å vite hvordan man måler og evaluerer den – bidrar til å sikre riktig materialvalg og pålitelige ingeniørresultater.
Publiseringstid: 04. des. 2025


