






Kvadrataj kaj rektangulaj kavaj sekcioj povas aspekti simplaj, sed multaj teknikaj detaloj influas ilian forton kaj rendimenton. Unu el la plej preteratentitaj sed kritikaj trajtoj estas laR-angulo, ankaŭ konata kiel la angula radiuso. Ĝi ludas gravan rolon en formada kvalito, velda konduto, ŝarĝa rendimento, tegaĵa adhero kaj vida aspekto.
Ĉi tiu artikolo klarigas kio estas R-angulo, kiel gravaj normoj specifas ĝin, kiel ĝi estas mezurata, kaj al kio aĉetantoj devus atenti dum elektado de tuboj.
Kio estas R-angulo?
La R-angulo rilatas al laradiuso de la ekstera angula arkoel kvadrata aŭ rektangula ŝtalotubo.
Anstataŭ akra 90-grada rando, la angulo estas formita en rondetan kurbon dum formado aŭ eltrudado.
Ĝi influas:
Struktura agado
Veldeblo
Estetiko
Distribuo de tegaĵa dikeco
Konekta konveno kaj toleremo-kontrolo
Kvankam ĝi ŝajnas negrava, nedeca angula radiuso povas rekte influi inĝenierajn rezultojn.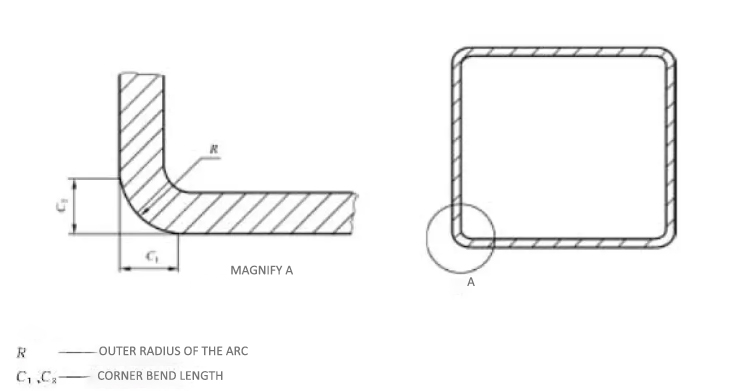
R-Angulaj Postuloj Laŭ Komunaj Industriaj Normoj
Malsamaj regionoj kaj normoj difinas R-angulan toleremon malsame.
Jen simpligita referenco:
◎ Ĉina Normo (GB/T 3094, GB/T 6728)
Angula radiuso tipe varias inter1,5 × mura dikeco ĝis 3 × mura dikeco
Iuj aplikaĵoj permesasminimuma R ≥ 2mm
◎ Eŭropa Normo EN10210 (Varme Formita)
Pli alta toleremo de murodikeco kaj pli granda radiuso
Normala R-angulo ≈2 × murdikeco, sed povas atingi2,5 × aŭ 3 ×por grandaj sekcioj
◎ EN10219 (Malvarme Formita)
Pli malgranda radiuso relative al EN10210
Tipa R ≥1.5 × murdikeco
◎ Brita Normo BS EN10219 / BS 4360
Konformas proksime al la postuloj de EN10219
Fokusas pli sur angulforma konsistenco kaj deviolimoj
◎ Japana Normo JIS G3466
Difinas R-angulon kiel ĉirkaŭ1,2 × ĝis 2,0 × murdikeco
Konata pro pli strikta dimensia kontrolo
✔ In faktaj aplikoj, angula radiuso ne estas fiksa; ĝi variasbazitaon laformadteknologio, prilaboradodimensioj, kaj celitauzo.
✔ Fabrikadotoleremoj oftevarii inter malsamajprovizantos.
Formula Referenco kaj Mezurmetodo
Formulo por Takso de R-Angulo (Proksimuma Regulo en la Industrio):
R ≈ 1,5–3,0 × murdikeco (t)
Ekzemplo:
Se la dikeco de la muro estas 5mm → R-angulo ≈ 7,5mm–15mm
Kampa Mezurmetodo
R-angulo povas esti kontrolita per:
✔ Radiusmezuriloj
✔ Ŝablonoj por mezurcirkloj
✔ Profila koordinata mezurmaŝino
Paŝoj:
Metu mezurilon aŭ ŝablonon laŭlonge de la tubangulo
Kongruigu la konvenan arkon
Legu valoron aŭ registru konvenan toleremon
Komparu kun normo aŭ mendopostulo
Grandaj projektoj kelkfoje uzas 3D-skanadon aŭ CMM por certigi geometrian precizecon.
Kial Gravas R-Angulo?
La angula radiuso influas:
✔ Forto — reduktas streskoncentriĝon
✔ Tegaĵo — certigas galvanizan kovron ĉe randoj
✔ Veldado — plibonigas la fandkvaliton
✔ Estetiko — pli glata aspekto
✔ Asembleo — influas la konvenon de la fendo kaj la grandecon de la konektilo
Por dikmuraj kvadrataj tuboj aŭ strukturaj aplikoj,malĝusta R-angulo povasrezultigibreĉoj, veldaj problemoj, aŭ kaŝitaj lacecaj riskoj.
Kion Kontroli Aĉetante Ŝtalon kun R-Angulaj Postuloj
Aĉetantoj devus taksi:
① Konfirmu Norman Konformecon
Demandu al la provizanto, kiun formadprocezon kaj normon ili sekvas
(EN10210, EN10219, GB, JIS, BS havas malsamajn angulajn formojn).
② Certigu, ke la radiuso plenumas la bezonojn de la aplikaĵo
Granda R → pli glata, pli forta, pli facila tegaĵo
Malgranda R → pli akraj randoj, pli strikta kongruo kun konektiloj
③ Kontrolu Murdikecon kaj R-Kongruon
Angula radiuso estas proporcia al murdikeco — tro malgranda radiuso por dikaj tuboj ofte indikas nedecan formadon.
④ Kontrolu Realan Mezuron
Peto:
Radiusmezurilaj testaj datumoj
Fintranĉitaj fotoj
Dimensia inspekta folio
⑤ Atentu Post-Prilaboradon
Varmtrempa galvanizado, truado aŭ maŝinado postulas taŭgan angulan radiuson por tegaĵa fluo kaj struktura stabileco.
Konkludo
R-angulo ne estas kosmetika detalo.
Ĝi influas la formadkvaliton, ŝarĝefikecon,servodaŭro, kaj instala precizeco.
Kompreni kiel malsamaj normoj difinas angulan radiuson — kaj scii kiel mezuri kaj taksi ĝin — helpas certigi ĝustan materialan elekton kaj fidindajn inĝenierajn rezultojn.
Afiŝtempo: Dec-04-2025


