






Bagian pasagi jeung pasagi panjang sigana mah basajan, tapi loba detil téknis nu mangaruhan kakuatan jeung kinerjana. Salah sahiji fitur nu pangdipopohokeun tapi penting nyaétaSudut R, katelah ogé radius juru. Éta maénkeun peran utama dina kualitas ngabentuk, paripolah las, kinerja beban, adhesi palapis, sareng penampilan visual.
Artikel ieu ngajelaskeun naon ari sudut R, kumaha standar utama nangtukeunana, kumaha diukur, sareng naon anu kedah diperhatoskeun ku pembeli nalika milih tabung.
Naon ari Sudut R téh?
Sudut R nujul kanaradius busur sudut luartina baja pasagi atanapi pasagi panjangpipa.
Gantina sisi anu seukeut 90 derajat, juru na dibentuk jadi kurva buleud nalika dibentuk atanapi diekstrusi.
Éta mangaruhan:
Kinerja struktural
Kamampuh las
Estetika
Distribusi ketebalan lapisan
Pas sambungan sareng kontrol toleransi
Sanaos katempona leutik, radius juru anu teu leres tiasa langsung mangaruhan hasil rékayasa.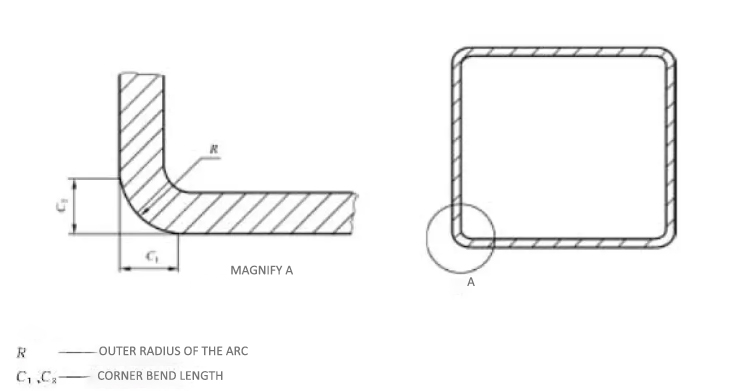
Sarat Sudut R Dina Standar Industri Umum
Daérah sareng standar anu béda-béda ngahartikeun toleransi sudut R sacara béda.
Ieu rujukan anu disederhanakeun:
◎ Standar Cina (GB/T 3094, GB/T 6728)
Radius juru biasana aya di antara1,5 × ketebalan témbok nepi ka 3 × ketebalan témbok
Sababaraha aplikasi ngamungkinkeunminimum R ≥ 2mm
◎ Standar Éropa EN10210 (Dibentuk Panas)
Toleransi ketebalan témbok anu langkung luhur sareng radius anu langkung ageung
Sudut R normal ≈2 × ketebalan témbok, tapi bisa nepi ka2.5 × atanapi 3 ×pikeun bagian anu ageung
◎ EN10219 (Dibentuk Tiis)
Radius anu langkung alit dibandingkeun sareng EN10210
R has ≥1,5 × ketebalan témbok
◎ Standar Inggris BS EN10219 / BS 4360
Cocog pisan sareng sarat EN10219
Leuwih museur kana konsistensi bentuk juru sareng wates deviasi
◎ Standar Jepang JIS G3466
Ngahartikeun sudut R salaku sakurilingna1.2 × nepi ka 2.0 × ketebalan témbok
Dipikawanoh pikeun kontrol diménsi anu langkung ketat
✔ In aplikasi anu saleresna, radius juru teu tetep; éta rupa-rupadumasaron étatéknologi ngabentuk, alatdimensi, sareng dimaksudkeunnganggo.
✔ Manufakturtoleransi seringbéda-béda antara anu béda-bédapanyadias.
Réferénsi Rumus sareng Métode Pangukuran
Rumus Estimasi Sudut R (Aturan Isyarat Industri):
R ≈ 1,5–3,0 × ketebalan témbok (t)
Conto:
Upami ketebalan témbok 5mm → sudut R ≈ 7.5mm–15mm
Métode Pangukuran Lapangan
Sudut R bisa dipariksa ku cara:
✔ Alat ukur radius
✔ Citakan bunderan pangukur
✔ Mesin ukur koordinat profil
Léngkah-léngkahna:
Pasangkeun ukuran atanapi citakan di sapanjang juru tabung
Cocogkeun lengkungan anu pas
Nilai baca atanapi toleransi cocog rékaman
Bandingkeun sareng standar atanapi sarat pesenan
Proyék ageung sakapeung nganggo pamindaian 3D atanapi CMM pikeun mastikeun akurasi géométri.
Naha Sudut R Penting?
Radius juru mangaruhan:
✔ Kakuatan — ngurangan konsentrasi setrés
✔ Lapisan — mastikeun panutupan galvanis di sisi-sisina
✔ Las — ningkatkeun kualitas fusi
✔ Estetika — penampilan anu langkung lemes
✔ Rakitan — mangaruhan ukuran slot sareng konektor
Pikeun tabung pasagi anu témbokna kandel atanapi aplikasi struktural,sudut R anu salah tiasangahasilkeuncelah, masalah las, atanapi résiko kacapean anu disumputkeun.
Anu Kudu Dipariksa Nalika Meuli Baja kalawan Sarat Sudut R
Pembeli kedah meunteun:
① Konfirmasi Patuh kana Standar
Tanyakeun ka supplier prosés ngabentuk sareng standar naon anu diturutan ku aranjeunna
(EN10210, EN10219, GB, JIS, BS mibanda wangun juru anu béda-béda).
② Pastikeun Radius nyumponan kabutuhan aplikasi
R ageung → lapisan anu langkung lemes, langkung kuat, langkung gampang
R leutik → sisi anu langkung seukeut, pas langkung pageuh sareng konektorna
③ Pariksa Kandel Tembok sareng Cocogkeun R
Radius juru sabanding jeung ketebalan témbok—radius anu leutik teuing pikeun tabung anu kandel sering nunjukkeun pembentukan anu teu bener.
④ Verifikasi Pangukuran Nyata
Pamundut:
Data uji ukur radius
Poto-poto tungtung
Lambaran pamariksaan diménsi
⑤ Perhatikeun kana Pasca-Pamrosesan
Galvanisasi, punching, atanapi mesin hot dip meryogikeun radius juru anu cocog pikeun aliran palapis sareng stabilitas struktural.
Kacindekan
Sudut R sanés detil kosmetik.
Éta mangaruhan kualitas ngabentuk, kinerja beban,umur layanan, sareng katepatan pamasangan.
Ngartos kumaha standar anu béda-béda ngahartikeun radius juru—sareng terang kumaha ngukur sareng meunteunna—ngabantosan mastikeun pilihan bahan anu leres sareng hasil rékayasa anu tiasa dipercaya.
Waktos posting: 04-Des-2025


