






Kvadratiska och rektangulära ihåliga profiler kan se enkla ut, men många tekniska detaljer påverkar deras styrka och prestanda. En av de mest förbisedda men ändå kritiska egenskaperna ärR-vinkel, även känd som hörnradien. Den spelar en viktig roll för formningskvalitet, svetsegenskaper, belastningsprestanda, beläggningens vidhäftning och visuella utseende.
Den här artikeln förklarar vad R-vinkel är, hur viktiga standarder specificerar den, hur den mäts och vad köpare bör vara uppmärksamma på när de väljer rör.
Vad är R-vinkel?
R-vinkeln hänvisar tillradien för den yttre hörnbågenav ett fyrkantigt eller rektangulärt stålrör.
Istället för en skarp 90-graders kant formas hörnet till en rundad kurva under formning eller extrudering.
Det påverkar:
Strukturell prestanda
Svetsbarhet
Estetik
Fördelning av beläggningstjocklek
Anslutningspassning och toleranskontroll
Även om det verkar litet, kan felaktig hörnradie direkt påverka de tekniska resultaten.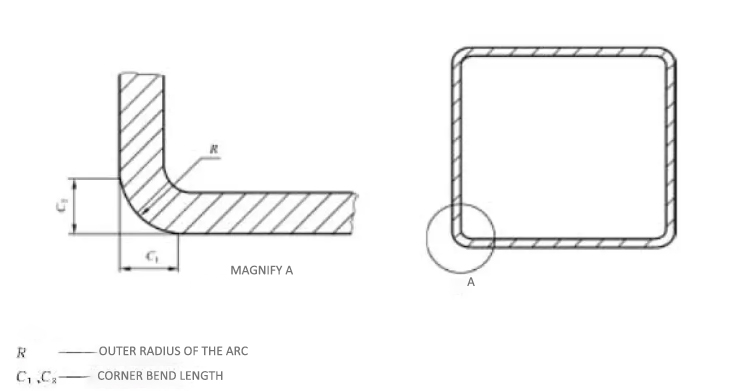
R-vinkelkrav enligt gemensamma industristandarder
Olika regioner och standarder definierar R-vinkeltolerans på olika sätt.
Här är en förenklad referens:
◎ Kinesisk standard (GB/T 3094, GB/T 6728)
Hörnradien ligger vanligtvis mellan1,5 × väggtjocklek till 3 × väggtjocklek
Vissa applikationer tillåterminsta R ≥ 2 mm
◎ Europeisk standard EN10210 (varmformad)
Högre väggtjocklekstolerans och större radie
Normal R-vinkel ≈2 × väggtjocklek, men kan nå2,5 × eller 3 ×för stora sektioner
◎ EN10219 (Kallformad)
Mindre radie i förhållande till EN10210
Typisk R≥1,5 × väggtjocklek
◎ Brittisk standard BS EN10219 / BS 4360
Överensstämmer väl med kraven i EN10219
Fokuserar mer på hörnformens konsistens och avvikelsegränser
◎ Japansk standard JIS G3466
Definierar R-vinkeln som runt1,2 × till 2,0 × väggtjocklek
Känd för striktare dimensionskontroll
✔ In faktiska tillämpningar, hörnradien är inte fast; den varierarbaseradon deformningsteknik, verktygmått, och avseddanvända.
✔ Tillverkningtoleranser oftavariera mellan olikaleverantörs.
Formelreferens och mätmetod
R-vinkeluppskattningsformel (branschstyrd tumregel):
R ≈ 1,5–3,0 × väggtjocklek (t)
Exempel:
Om väggtjockleken är 5 mm → R-vinkel ≈ 7,5 mm–15 mm
Fältmätningsmetod
R-vinkeln kan kontrolleras med:
✔ Verktyg för radiemätning
✔ Mallar för mätcirklar
✔ Profilkoordinatmätningsmaskin
Steg:
Placera mätaren eller mallen längs rörets hörn
Matcha passbågen
Läs av värde eller registrera passningstolerans
Jämför med standard- eller orderkrav
Stora projekt använder ibland 3D-skanning eller CMM för att säkerställa geometrisk noggrannhet.
Varför spelar R-vinkeln roll?
Hörnradien påverkar:
✔ Styrka — minskar stresskoncentrationen
✔ Beläggning — säkerställer galvaniseringstäckning vid kanterna
✔ Svetsning — förbättrar fusionskvaliteten
✔ Estetik — slätare utseende
✔ Montering — påverkar platspassning och kontaktstorlek
För tjockväggiga fyrkantsrör eller strukturella tillämpningar,felaktig R-vinkel kanresultera iglipor, svetsproblem eller dolda utmattningsrisker.
Vad man ska kontrollera när man köper stål med R-vinkelkrav
Köpare bör utvärdera:
① Bekräfta standardöverensstämmelse
Fråga leverantören vilken formningsprocess och standard de följer
(EN10210, EN10219, GB, JIS, BS har olika hörnformer).
② Säkerställ att radien uppfyller applikationens behov
Stort R → jämnare, starkare, enklare beläggning
Litet R → skarpare kanter, tätare passform med kontakter
③ Kontrollera väggtjocklek och R-matchning
Hörnradien är proportionell mot väggtjockleken – för liten radie för tjocka rör indikerar ofta felaktig formning.
④ Verifiera verklig mätning
Begäran:
Testdata för radiemätare
Ändklippta foton
Dimensionsinspektionsblad
⑤ Var uppmärksam på efterbehandlingen
Varmförzinkning, stansning eller maskinbearbetning kräver lämplig hörnradie för beläggningens flyt och strukturell stabilitet.
Slutsats
R-vinkeln är inte en kosmetisk detalj.
Det påverkar formningskvalitet, belastningsprestanda,livslängdoch installationsprecision.
Att förstå hur olika standarder definierar hörnradie – och att veta hur man mäter och utvärderar den – hjälper till att säkerställa korrekt materialval och tillförlitliga tekniska resultat.
Publiceringstid: 4 december 2025


