






Vierkantige en reghoekige holprofiele mag dalk eenvoudig lyk, maar baie tegniese besonderhede beïnvloed hul sterkte en werkverrigting. Een van die mees oor die hoof gesiene maar kritieke kenmerke is dieR-hoek, ook bekend as die hoekradius. Dit speel 'n belangrike rol in vormkwaliteit, sweisgedrag, lasprestasie, deklaaghegting en visuele voorkoms.
Hierdie artikel verduidelik wat R-hoek is, hoe hoofstandaarde dit spesifiseer, hoe dit gemeet word, en waaraan kopers aandag moet skenk wanneer hulle buise kies.
Wat is R-hoek?
Die R-hoek verwys na dieradius van die buitenste hoekboogvan 'n vierkantige of reghoekige staalpyp.
In plaas van 'n skerp 90-grade rand, word die hoek tydens vorming of ekstrusie in 'n afgeronde kurwe gevorm.
Dit beïnvloed:
Strukturele prestasie
Sweisbaarheid
Estetika
Verspreiding van laagdikte
Verbindingspassing en toleransiebeheer
Alhoewel dit gering lyk, kan onbehoorlike hoekradius ingenieursresultate direk beïnvloed.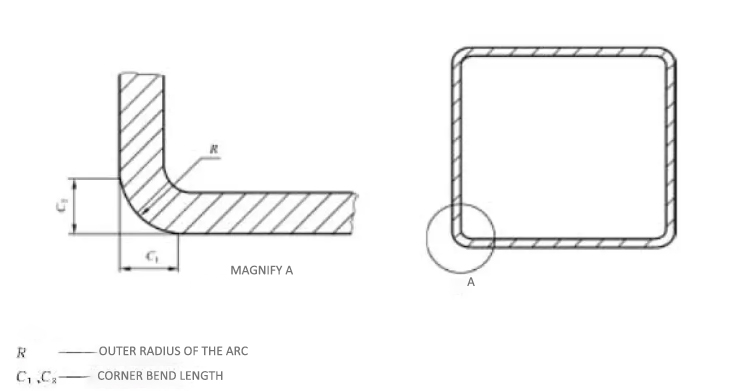
R-hoekvereistes onder algemene industriële standaarde
Verskillende streke en standaarde definieer R-hoektoleransie verskillend.
Hier is 'n vereenvoudigde verwysing:
◎ Chinese Standaard (GB/T 3094, GB/T 6728)
Hoekradius wissel tipies tussen1.5 × wanddikte tot 3 × wanddikte
Sommige toepassings laat toeminimum R ≥ 2mm
◎ Europese Standaard EN10210 (Warmgevorm)
Hoër wanddikte-toleransie en groter radius
Normale R-hoek ≈2 × wanddikte, maar kan bereik2.5 × of 3 ×vir groot gedeeltes
◎ EN10219 (Koud gevorm)
Kleiner radius relatief tot EN10210
Tipiese R ≥1.5 × wanddikte
◎ Britse Standaard BS EN10219 / BS 4360
Stem nou ooreen met EN10219-vereistes
Fokus meer op hoekvormkonsekwentheid en afwykingslimiete
◎ Japannese Standaard JIS G3466
Definieer R-hoek as rondom1.2 × tot 2.0 × wanddikte
Bekend vir strenger dimensionele beheer
✔ In werklike toepassings, hoekradius is nie vas nie; dit wisselgebaseeron dievormingstegnologie, gereedskapafmetings, en bedoelgebruik.
✔ Vervaardigingtoleransies dikwelswissel tussen verskillendeverskaffers.
Formuleverwysing en meetmetode
R-hoekskattingsformule (bedryfsreël):
R ≈ 1.5–3.0 × wanddikte (t)
Voorbeeld:
As wanddikte 5 mm is → R-hoek ≈ 7,5 mm–15 mm
Veldmetingsmetode
R-hoek kan gekontroleer word deur:
✔ Radiusmeter gereedskap
✔ Meet sirkel sjablone
✔ Profielkoördinaatmeetmasjien
Stappe:
Plaas die maatstaf of sjabloon langs die hoek van die buis
Pas die pasboog by
Lees waarde of teken pasverdraagsaamheid op
Vergelyk met standaard- of bestelvereiste
Groot projekte gebruik soms 3D-skandering of CMM om geometriese akkuraatheid te verseker.
Waarom maak R-hoek saak?
Die hoekradius beïnvloed:
✔ Sterkte — verminder streskonsentrasie
✔ Bedekking — verseker galvaniseringsbedekking aan die kante
✔ Sweising — verbeter die smeltkwaliteit
✔ Estetika — gladder voorkoms
✔ Montering — beïnvloed gleufpassing en konnektorgrootte
Vir dikwandige vierkantige buise of strukturele toepassings,verkeerde R-hoek kanlei totgapings, sweisprobleme of versteekte moegheidsrisiko's.
Wat om te kontroleer wanneer jy staal met R-hoekvereistes koop
Kopers moet evalueer:
① Bevestig Standaardnakoming
Vra die verskaffer watter vormingsproses en standaard hulle volg
(EN10210, EN10219, GB, JIS, BS het verskillende hoekvorms).
② Verseker dat Radius aan die toepassingsbehoeftes voldoen
Groot R → gladder, sterker, makliker bedekking
Klein R → skerper rande, stywer pasvorm met verbindings
③ Kontroleer wanddikte en R-ooreenstemming
Hoekradius is eweredig aan wanddikte—te klein radius vir dik buise dui dikwels op onbehoorlike vorming.
④ Verifieer werklike meting
Versoek:
Radiusmeter toetsdata
Eindgesnyde foto's
Dimensionele inspeksieblad
⑤ Gee aandag aan naverwerking
Warmgalvanisering, ponswerk of bewerking vereis geskikte hoekradius vir deklaagvloei en strukturele stabiliteit.
Gevolgtrekking
R-hoek is nie 'n kosmetiese detail nie.
Dit beïnvloed vormkwaliteit, lasprestasie,dienslewe, en installasiepresisie.
Om te verstaan hoe verskillende standaarde hoekradius definieer – en om te weet hoe om dit te meet en te evalueer – help om behoorlike materiaalkeuse en betroubare ingenieursresultate te verseker.
Plasingstyd: 04 Desember 2025


